So, Z is manual-only. It is not entered into the print driver, you need to jog manually there when you load your stock. Like Blue, the Z will remain wherever the last person set it, both mechanically and the panel will remember the Z coordinate even if the power is cycled.
You don’t need the stick, although you can. Simplest is:
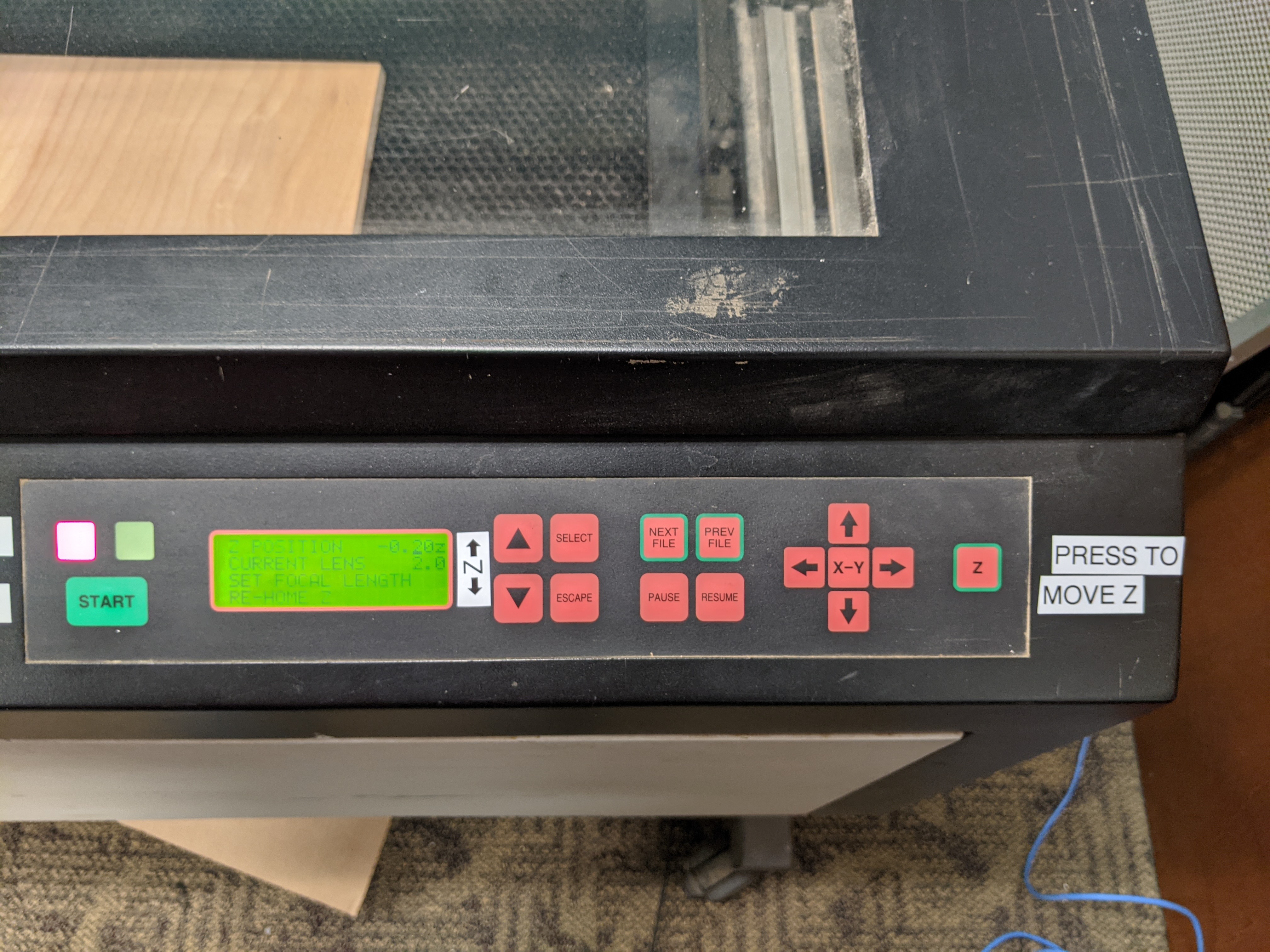
"Z Button" on right makes carriage jump to center and enables the Z UP/DOWN buttons. The XY 4-way arrows on the right still work and you can jog it anywhere if needed.
EDIT: The Z focal point is getting set to different values. I’m not sure why yet. Please jog to Z=0 and use the stick on the honeycomb (not your stock) to confirm focal length is within +/-0.1" of Z=0 at the midslope of the stick. If not go ahead and jog to the midslope of the stick and do “SET FOCAL LENGTH”.
Look on the display. Z-position=0 is the honeycomb. You press DOWN ARROW and make Z POSITIVE to lower the stock along with the bed. It’s using 0.1" steps and that’s still OK. So for 0.25" thick material, it will read “0.20” DO NOT ADJUST FOR NEGATIVE Z
YOU DO NOT NEED TO “RE-HOME Z”.
DO NOT “SET FOCAL LENGTH”. (unless the focus was off as above and you are correcting) That is resetting the focus calibration and if it’s changed we have to reset with the stick. By people who understand sticks.
Press the Z button on the right again to exit Z adj.
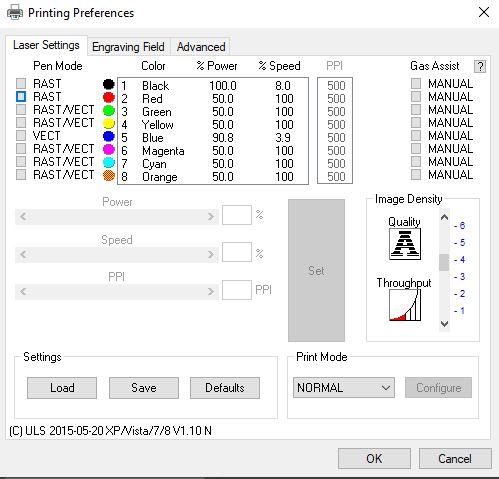
Send job, press START. If you immediately hear TWO BEEPS, your job is EMPTY. Either the Orientation is wrong and it shifted all the content off the workspace, or you have VECTOR selected but the LINE WIDTH inside Illustrator, etc WAS NOT SET TO 0.001" WIDTH
If RED LIGHT is FLASHING, CHILLER IS OFF or LID IS OPEN
The beam flashes with an intense flicker when it hits the honeycomb. Don’t freak out this seems normal
To power off: Peal’s power switch, the chiller, the exhaust blower. In any order.
EDIT: I WROTE THE Z BACKWARDS, IT NEEDS TO BE POSITIVE