““Bit heats up, MDF dust cakes on cutter, drag increases → torque spikes → skip occurs suddenly”"
That really doesn’t make sense. If the bit heats up, you will see burn marks on the work.
If the bit is badly overloaded, in most cases the bit breaks first. If the bit doesn’t break, what would happen is the axis will try to move but the motor stalls. Those are open-loop stepper motor systems, they aren’t wired up to detect faults.
Once a stepper motor stalls, it generally remains stalled until the commanded speed of the motor drops to zero (hitting a corner or reversing). The axis will have lost its absolute position though, and further cutting will be offset and it is likely the stepper will drive the axis into the axis’s hard stops at some point. In some configurations, there are limit switches indicating when it overtravels, but usually not. In open-loop systems, the spindle doesn’t stop, so you’d likely see it gouge out a lot at the stop point, and likely some burning.
If it’s got a dual-motor axis like the big Laguna (not the small), it’s somewhat different. First off, the dual-motor axis is less likely to directly stall both since it’s got powerful drives built into it. Instead, it could stall one, the gantry racks out of sync, and it may be able to just skew the axis a bit before the working motor drags the stalled one back up to speed. Or it may rack hard enough to bind the axis and the other motor stalls too.
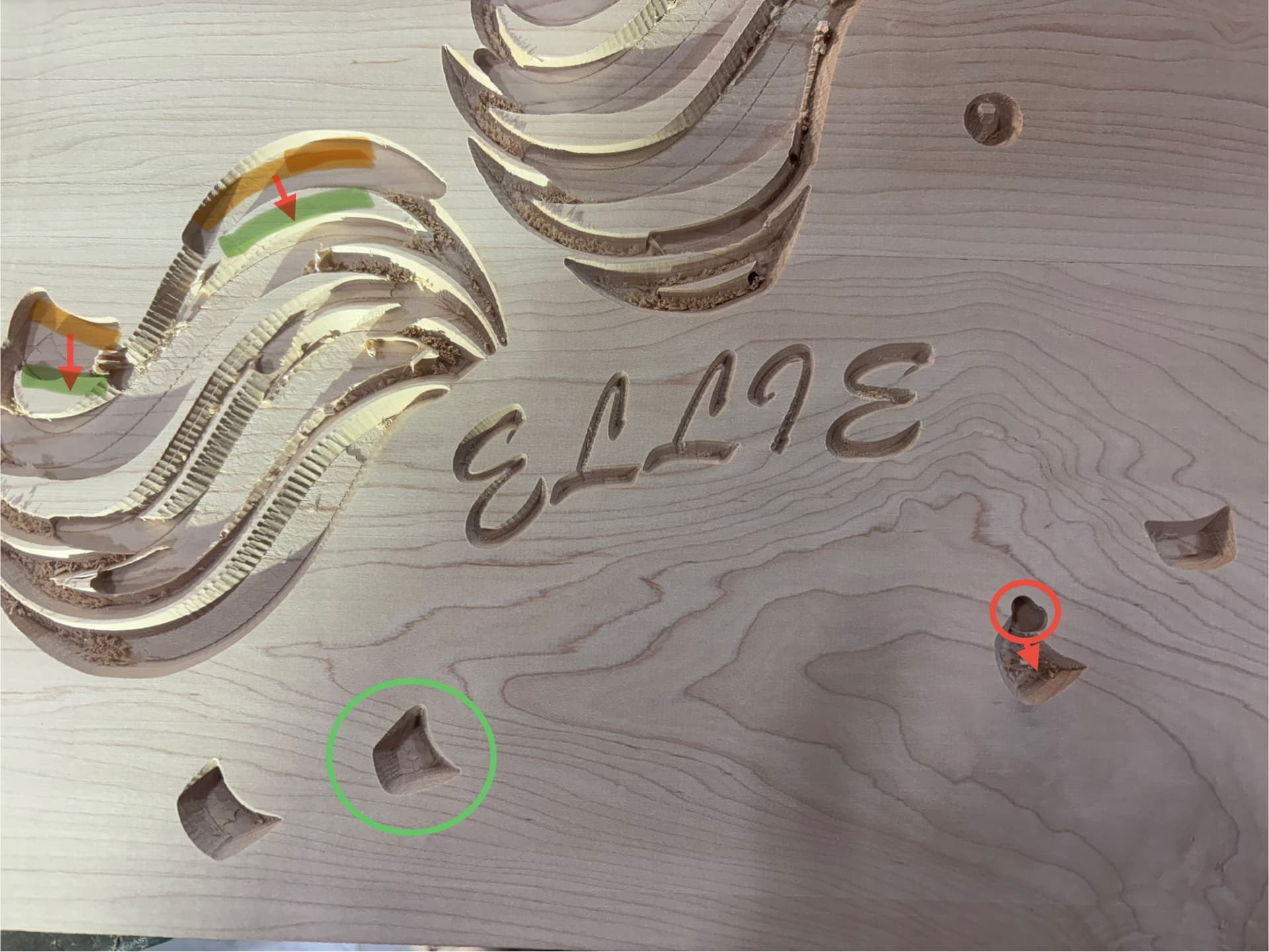
You would look for burning in the material. I don’t see any here.
Or, if the bit was overloading, you’d see bad cut quality then an obvious spot where the cut quality gets really bad, then a gouged-out burned spot where it stopped, and likely the offset will start right there. If it was cutting diagonally, one axis will keep moving past that point while the other is stalled, so the cut line will be become parallel to the working axis. The motor will recover but everything will be offset after that. If it’s cutting purely along the X or Y and stalled that, then it would just stop short with a bit gouge, burn, But it could also retract before changing directions, in that case the would not show it leading off in the wrong direction, but it would still be pretty obvious where the cut stopped short of the end of the line, ran at a standstill and rubbed/burned the cut.
The motor can do the same sort of stall if the axis has a mechanical problem- a linear bearing or the ballnut is contaminated and jams, or a bolt backs out somewhere and jams the axis.
If the Z is going to stall, it almost always does so on the lift, and would be due to the axis being dirty. It may leave less evidence at the point it fails, but stalling on lift always offsets downward leading to gouging the work and often the bed.
There is a slightly different case where a loose motor coupler slips, where the symptoms look similar but there’s some telltale signs that might occur there.
But honestly I don’t see evidence of that here. Steve’s photo doesn’t show the bit getting stuck mid-cut. The description is that the Z offset upwards, so that generally rules out all mechanical problems with the Z. It has to originate in the drive’s step/dir signals or before. And it appears the offset happens between runs- that points to a problem in the controller.
Frank’s photo shows offset in X or Y, which is a totally different problem. The orange hole is very possibly a stall point. The working axis kept moving in a straight line but the design doesn’t go far from there. There are no burn marks so the bit isn’t worn or overloaded. This could be RPM set too low, but more likely there’s a mechanical problem (gunked-up axis jamming the ballscrew or linear bearing) or electrical problem in the step/dir signals. It is unlikely the controller caused this one (possible, but unlikely).