I did some science on it and got the new tube tuned better than I’ve ever seen an HVDC-excited tube. The low end actually works!
The instructions for best layer settings are very simple, and labeled on the monitor:
- If you’re using <400mm/s, leave the PWM at default (1KHz), and use Min Power=0%
- If you’re >400mm/s, your layer will benefit from using PWM Override to 2KHz, and use Min Power=13%.
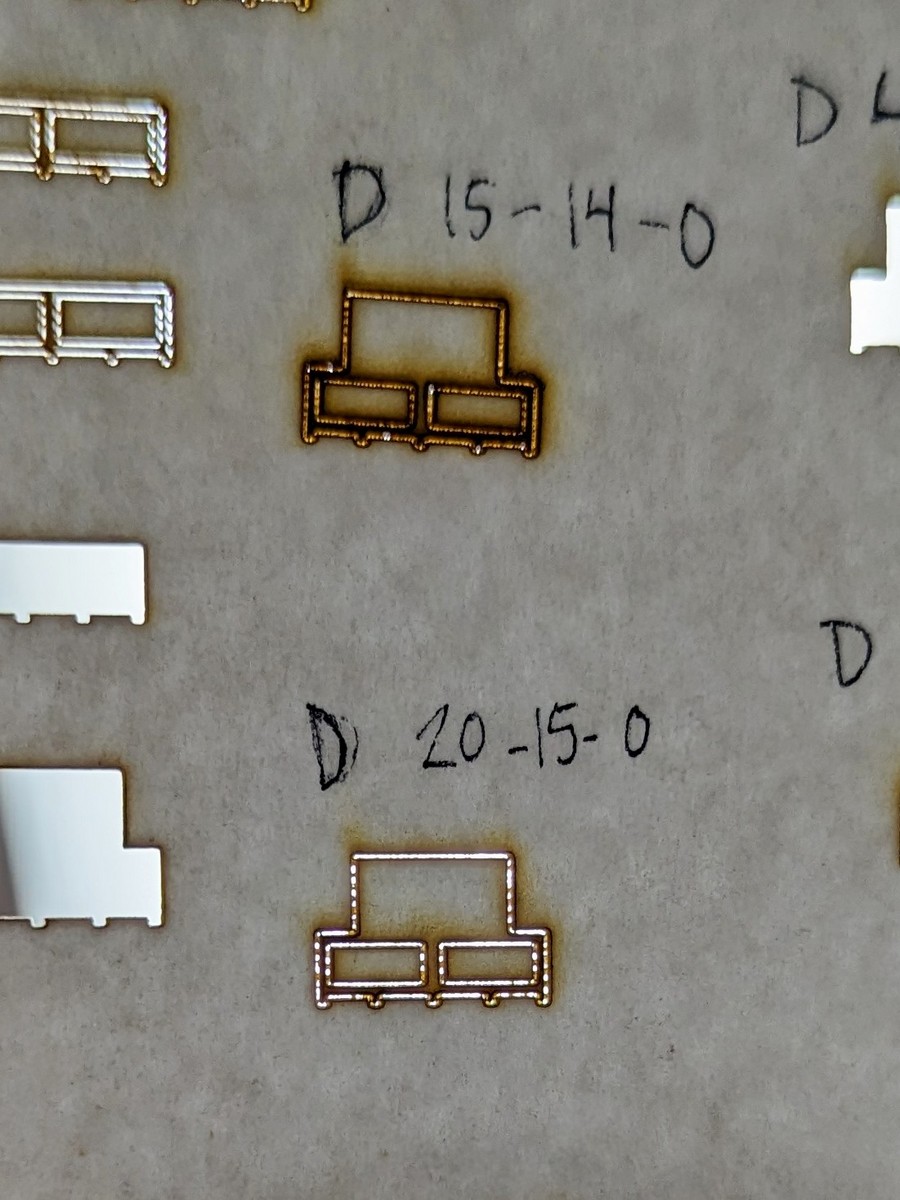
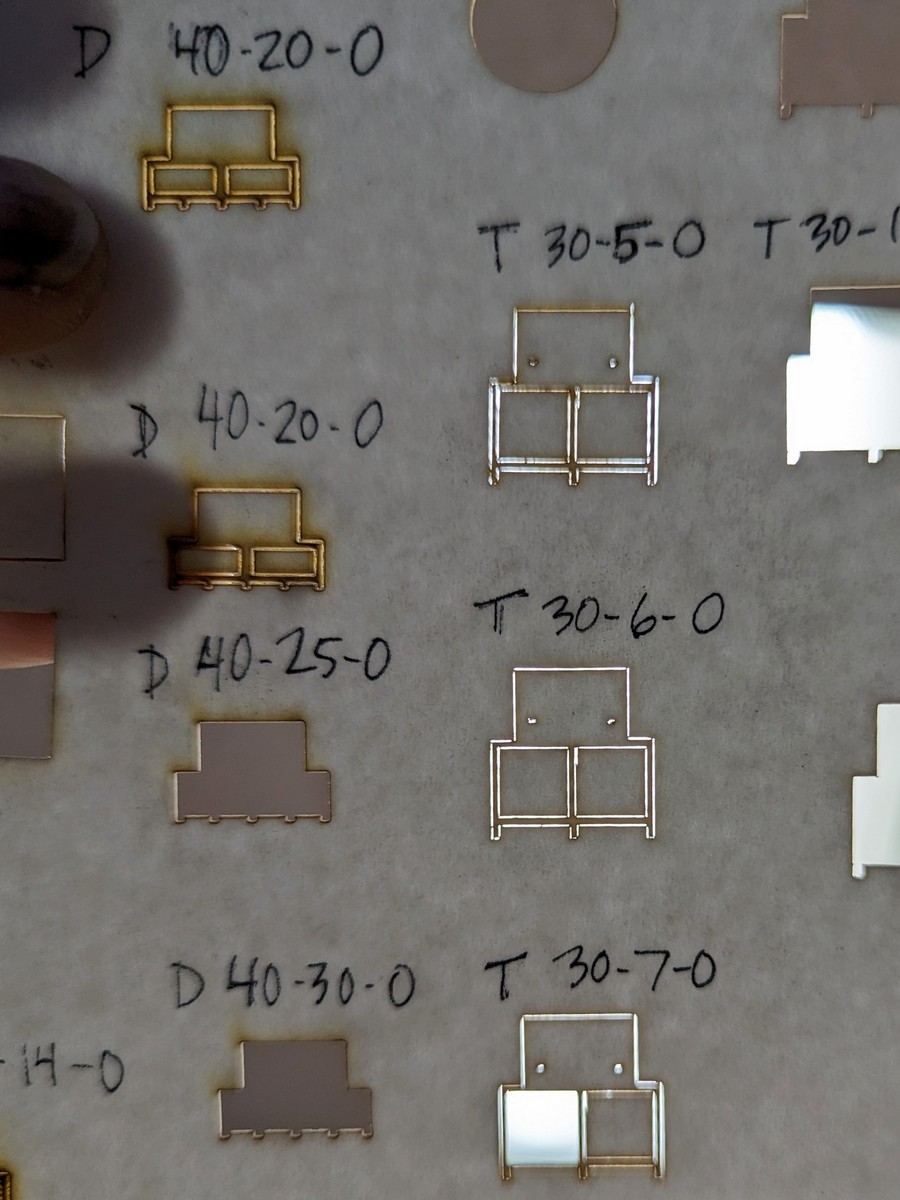
The low-speed protocol will resolve pretty small %. I was able to brown paper without cutting it, and without missing or cutting through the corners.
The beam does have some pulsation in its output, but at, say, 100mm/s with 1KHz modulation, the spatial period of the modulation is only 0.1mm, which is smaller than the beam’s focal spot.
At 400mm/s, the modulation’s spatial period increases to 0.25mm, which is larger than the spot size, and in some scenarios the output modulation of the energy at 1KHz can show up on the cut. 2KHz is beyond the point where the beam’s actual output varies across a PWM period, the beam’s output is smooth. Downside, the beam output cannot be controlled on the very low end, and we need 13% for Min Power. Vector corners will very slightly overburn, but reducing to 12% means the beam will extinguish entirely on the corners.
There’s no apparent reason to use PWM Override to set modulation above 2KHz. The beam’s not going to respond faster, and it becomes worse at handling the low end.
In general, cutting all but the lightest, thinnest materials (like paper) is done at 100mm/s or less, so that falls under low speed protocol. Speeds above that are usually employed in rastering or just trying to mark, but not cut, a surface, and you may or may not go to 400mm/s.
The backlash compensation on rasters is also calibrated. It was only a 0.1mm error, but it’s offset out now,