Summary: Use pocket toolpaths rather than drilling toolpaths to cut holes on the CNC. For bolt holes, use the correct sizes given in the table below.
——
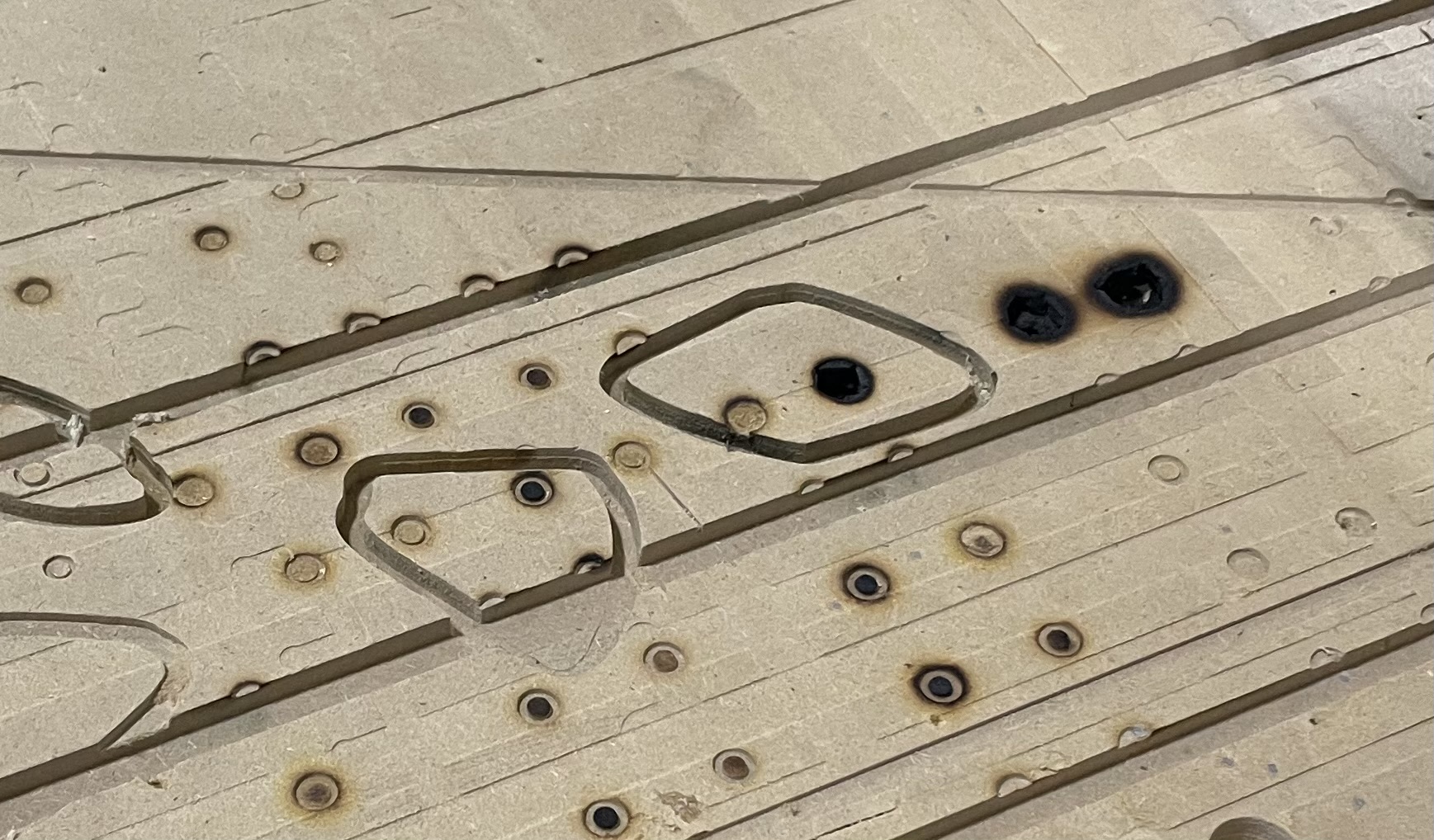
So we appear to have had yet another fire on the spoilboard of the large CNC:
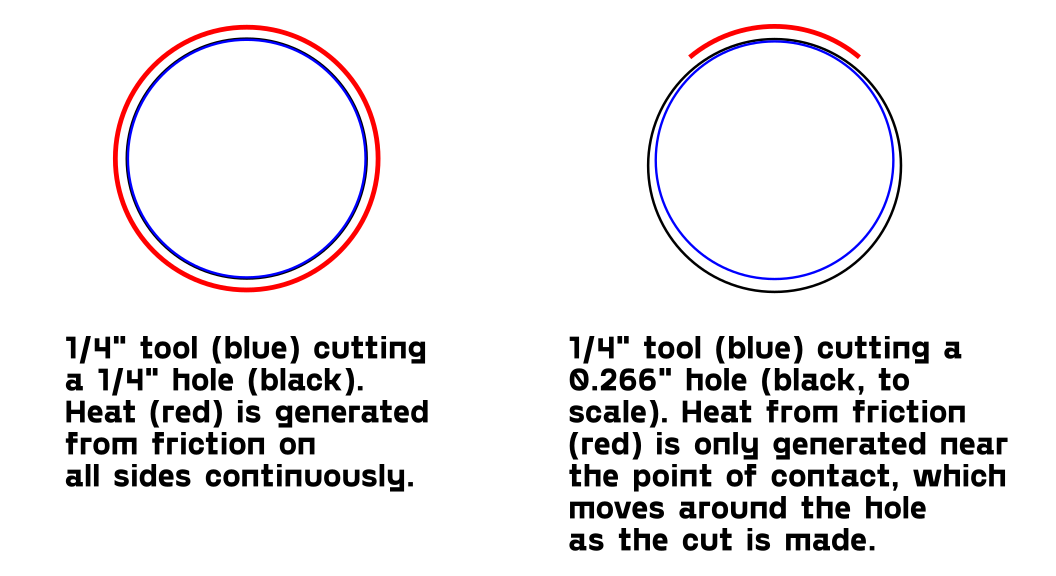
From what I can see, these fires keep happening when people use drilling toolpaths. These toolpaths move the tool (end mill or drill bit) purely vertically to create a hole with the same diameter as the tool. These toolpaths are very different from laterally moving cutting toolpaths. The key point to understand about drilling is that, as the tool goes deeper into the hole, the sides of the tool are continuously rubbing against the entire side of the hole. This generates much more heat than a cutting path, and it’s all in one place with no air flow to dissipate this heat.
Setting your piece or the machine on fire is obviously bad, but even short of that, high heat causes your tool to dull much more rapidly.
Because of this, on the mill, I tell students to drop the speed or increase the lubrication (or both) when drilling. That’s also one reason to use peck drilling, to slow the rate of heat generation.
Lubrication isn’t an option on the CNC. But dropping the tool speed about 20-30% will lower heat generation while still cutting acceptably. And the drilling toolpath has a peck drilling option; use it, with full withdrawal moves to maximize heat dissipation.
These changes may help, but it’s still not the best approach. In my opinion, drilling toolpaths are never the correct option for making holes on the CNC.
The first issue is that most of you are drilling the wrong size hole. Many of your through holes are intended for bolts. If you have a 1/4” bolt, most woodworkers use a 1/4” drill bit to make a 1/4” hole. You can get away with that in wood, because the threads on the bolt are hard enough to tear the sides of the hole and bore it out more fully. But by contrast in metal, if you drill a 0.250” hole, a 1/4” bolt will not fit through it. Forcing it through will damage the threads. The correct hole diameter for a 1/4” bolt is 0.266”. That’s for “free clearance”; “tight clearance” is 0.257”. We make these holes with size H and F drill bits. And now you see why the metal shop has so many more drill bit sizes than the wood shop.
In the manual wood shop, you can make the right size holes by borrowing our metal shop bits (provided you return them to their exactly correct location!), but these bits won’t fit the CNC collets. But you have a better option: the pocket toolpath.
If you need a through hole for a 1/4” bolt, do not use a drilling toolpath with a 1/4” end mill. Instead, make a 0.266” hole using a pocket toolpath. 16 thousandths of an inch may seem tiny, but it’s enough that your tool will be contacting the side of the hole only near the cutting point, greatly reducing the heat generation. It also allows some airflow into and out of the hole. (That small amount of tolerance will also make lining up holes in different pieces a lot easier.)
Here is a quick table of Free Clearance hole sizes for various bolt sizes.
#4 . . . . . . 0.1285”
#6 . . . . . . 0.1495”
#8 . . . . . . 0.1770”
#10 . . . . . 0.2010”
1/4” . . . . . 0.2660”
5/16” . . . . 0.3320
3/8” . . . . . 0.3970”
7/16” . . . . 0.4688”
1/2” . . . . . 0.5313”
If you want the sizes for other bolts, or the Tight Clearance sizes, there are extensive charts on the door of the machine shop cabinet.
Even if you do in fact need a 0.250” hole exactly, perhaps to fit a dowel, you should still avoid drilling. The best approach here would be to cut a 1/4” pocket using a 1/8” end mill. This may take longer, but it’s much safer and won’t shorten the life of your bits with heat damage.