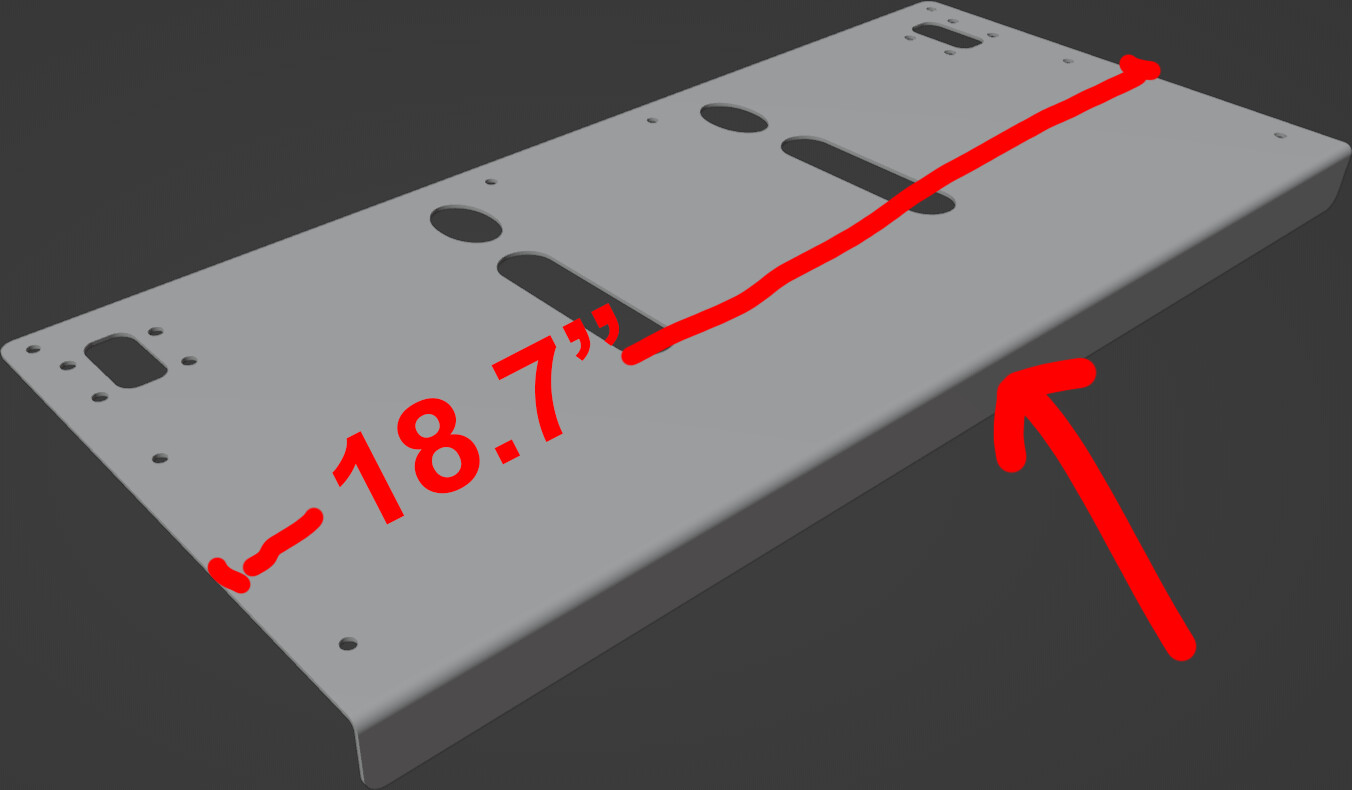
The material is 0.063” aluminum. I have the flat part already. The width of the flange is not critical, and I want a consistent bend radius for aesthetic reasons. The flange is intended to add stiffness.
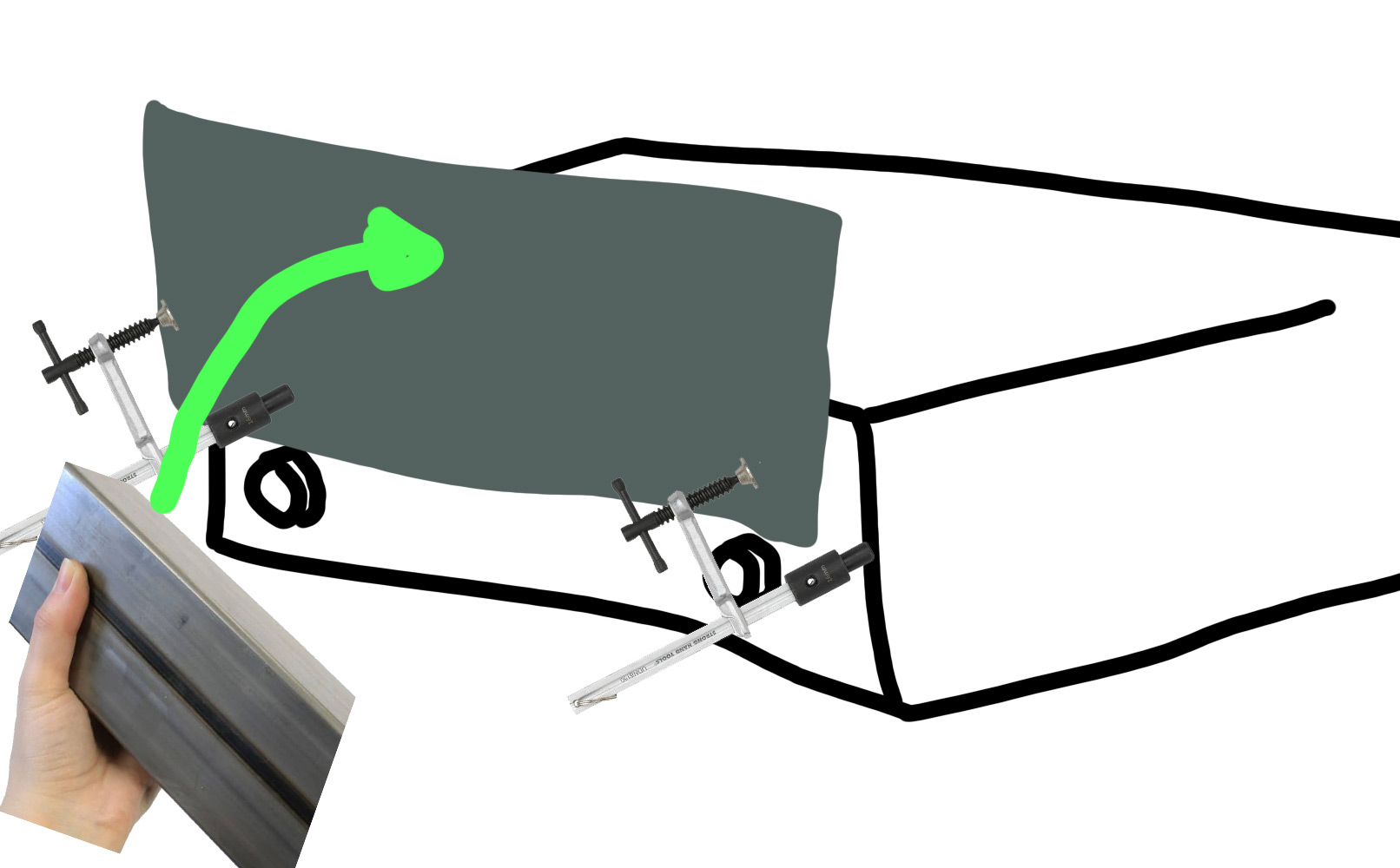
Does the sheet metal brake work? I could also bend the part on the fixture table, by replicating a metal brake with steel tubing. (But the actual metal brake would be easier.)
Using the 3-in-1 press brake I was able to get a 90-degree-ish bend in a test piece in 0.063” aluminum. I straightened the piece out on a table because the upper dies are not perfectly aligned. (The middle die is slightly lower and it was stuck in the jamb.)
On the full-width piece I couldn’t get the full 90 degree bend. The upper dies assembly kept slipping upwards. It’s held in place by four screws. I loosened the screws, allowed it to slide into place and then tightened them again.
The manual says that the max. gauge is 20 gauge, and does not provide any consideration for part width or material. The tool is not well suited for bending thicker material, as evinced by the fact that the upper jamb gets pushed out of alignment. It has been in red-tagged state for the entire time I’ve been a member here at Asmbly.
I think we should get a press brake attachment for the shop press, preferably one that allows the full width. I’ve seen members bending parts with the shop press already, so it would get good utilization. It would allow members to bend thicker material and it wouldn’t take up any additional floor space.
We have plans to both fix the current bender and to get a bender for thicker materials that uses the press. Indeed, we took the first step towards the latter when we got the new press, but further steps are on hold due to budget considerations.
I have the heavy duty 19” width press brake from Swag in my home shop, if anyone needs to bend thicker metal right now (I’m near acc highland). Keep in mind the radius is going to be larger than with the narrow V dies.
19" = Full bending width of the bottom die on anything 3/16" or thinner.