Hello, i started a small fire today and estopped the large cnc. One of the squares is slightly melted but i think i noticed it pretty quickly. Looking at the underside of my other drill holes they singed a bit too.
Theres also no fire extinguisher nearby that was easily locatable, ended up blowing it out and @JOSEGAYTAN put a bit of water on it. Thanks to jose and also @mgmoore
Two things to consider when using an end mill for drilling.
Not all bits cut on the bottom so downward pressure with these will cause friction, heat and eventually fire. Also, since all end mills cut along the fluted sides, it’s good to use a bit smaller than the hole and perform an inside profile cut.
Neither of these may apply to you but I share just in case.
My recent project used a regular drill bit (1/16) with a drilling tool path through 1/2” material at 18000 rpm. Small enough to not really draw an adequate comparison to today’s situation, nor likely yours either, Chase, but no char over the 400 holes drilled.
Keep in mind that a regular drill bit is essentially an upcut
The bit used here appears to be a down cut but it’s a little hard to tell
If this happens, turn off the vacuum right away if you’re using it. Air is fuel for the fire and forcing that volume of air through such a small opening is accelerating it
It’s pretty rare nowadays for an end mill not to be center cut. And an end mill that can’t cut on the bottom isn’t appropriate for CNC work; you wouldn’t be able to plunge or ramp into the piece.
I agree about cutting holes as pocket or profile paths with a smaller end mill. Plunge steps put the entire bit surface in contact with the material, generating a lot of friction. The lateral motions only make contact in a small arc. Even a few thousandths of an inch clearance will make that change.
(Plus proper bolt clearance sizes are larger than the bolt size and don’t match standard end mill sizes. Free clearance for 1/4-20 should be 0.266”, for #10, 0.201”. There are drill bits those sizes (H and 7), but not end mills.)
But it seems he wanted 1/8” holes, so that wasn’t an option. I think Chase is right that upcut vs. downcut could make a difference; certainly all drill bits are upcut. Downcut would generate more heat with all the sawdust packed in the hole.
Otherwise, you can change tool speed and feed rate. My thought for drilling is: lower the tool speed to reduce friction, raise the feed rate to reduce how long you are rubbing against the material. Does that sound right to everyone else? It’s certainly clear that VCarve’s defaults are not good here.
@njinuity re: spoilboard purchase – we have a donation page for CNC supplies here and encourage members who use supplies or damage the spoilboard contribute towards their costs.
Thanks for reporting and detailing everything so that everyone can learn from this experience
I would recommend using a helical bore toolpath or even better a drill.
You can also do a direct plunge like you did but
Your spindle speed is way high and feed rate too low.
Try to put it down to like 12000, and 50in/min
With an 1/8in drill I would do the same speed (10000) and like 100in/min for 1/8in drill
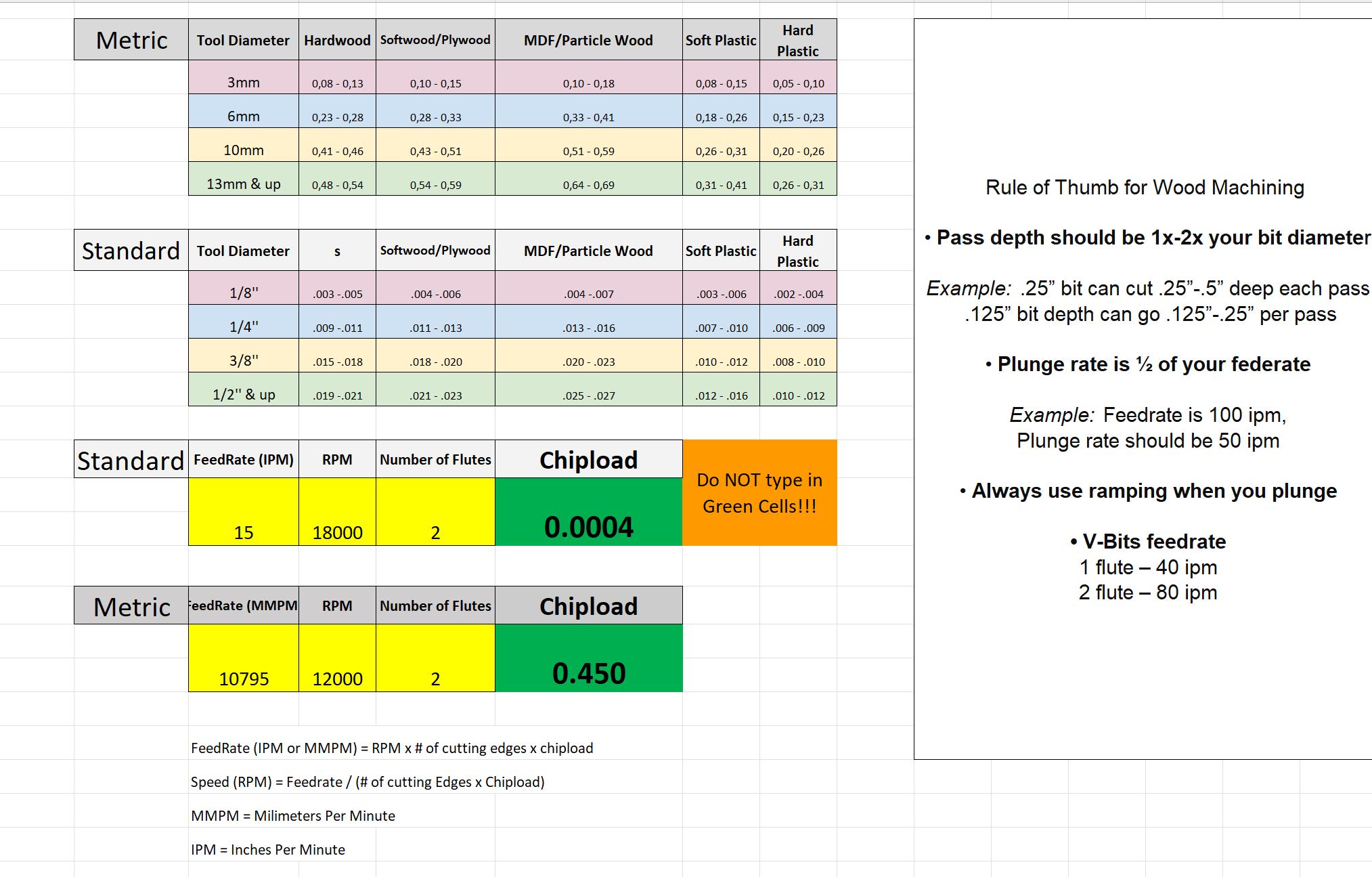
The goal here is to maintain a certain chipload for a certain diameter of tool and material, too little and you will just rub and cause a fire. Let me see if I can find a good page for chipload with wood.