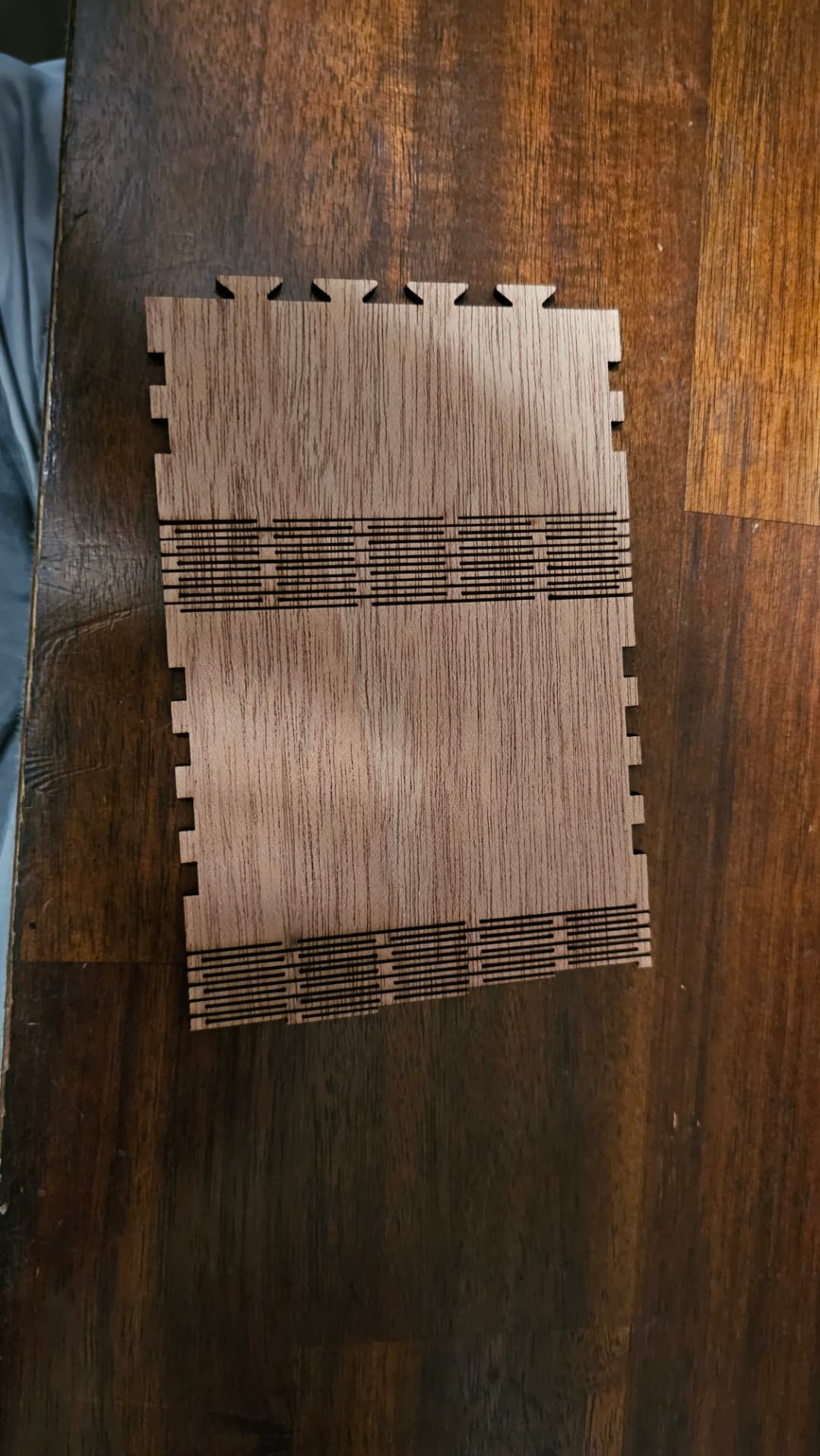
I made my first attempt at the boxes.py rounded box today. It seemed to cut wonderfully and cleanly around the edits. Unfortunately, two of the corners broke as I picked them up (there was no real stress or pressure in the corner). I cut this on Tarkin in 1/8in African Mahogany. The cut settings were a speed of 50 and a power of 80. The front looks a little heavy, but the joints on the back (in the corners) seem to have a lot of flashbacks. I have attached the front and back pictures for reference.
This leads me to the following questions:
Is 1/8 in too thin for this kind of corner?
Is there something about African Mahogany that makes it unsuitable for this purpose
Are my settings too much for the repetitive cuts that are occurring in the corners?
Should I consider some sort of reinforcement in the corners (or the inside, in general) to make it more stable?
That curve shouldn’t be an issue.iIf you didn’t already, I’d test cut to find the least power necessary to complete the cut. This should avoid burning that can result in breaks like you got. .
There is the square settings test - I don’t remember how to get to it. But it does an array of power settings allowing you to pick what is best for your needs on a given material
Hmm. So, speculating here because I’ve never tried to do that with African Mahogany/Sapele, but I have worked with the material a bit which leads me to two thoughts:
It’s quite dense and hard. Those aren’t generally great properties for kerfing aka living hinges.
You are cutting slots perpendicular to the grain. Might be worth trying this rotated 90 degrees on the material… the wood might be a bit more forgiving if the grain fibers twist rather than bend.
Is this plywood or hardwood? If it’s hardwood, the singular grain direction will not have enough strength for those thin areas, IMO. No matter which way you orient it, it is likely to break.
To reduce the flashback, you can put a spoilboard under your piece.
set your power to 100%. there’s no value in holding back. 80% requires you to cut that much slower and slower cutting means more time for heat to bleed away from the cut zone
set you min power to zero. ignore the Lightburn warning, it’s junk and I’ve been trying to get them to fix it you can set min power to 1% or whatever if you really don’t want to be bothered with the warning
definitely do single pass only
when you ask for 50mm/s, of course it still has to accelerate/decel through starts/stops/corners/tight curves and will not be at the commanded speed during accel. the Ruida will scale back power accordingly between the max and min power points.
e g. you ask for 100% max power 0% min 50mm/s. the head is cornering and is at 10mm/s at that instant. power scaling folds back to 20% power at that moment to deliver the same watt-seconds per mm of vector distance
when you set min power to 100%, then it’s scaling 20% between 100% and 100% so it cannot scale at all. it will be delivering 5x too much power at that moment it’s st 10 out of 50mm/s. and at the corner itself it will basically full stop for an instant yet the laser will keep firing at 100% at a stop and blast far too hard.
this would be my first guess anyhow. min power not being set correctly is fae more noticable when trying to vector (not raster) engrave an acrylic surface without wanting to cut through. the cut depth gets much deeper at vector starts/stops/corners/tight curves and usually drills a tiny hole all the way through at the starts/stops/corner points
I don’t expect living hinges to actually work with resawn lumber, though. as said, it must be plywood or it’s just going to break when it goes cross grain
African mahog cuts quite well on Tarkin
you pic seems to have an unusually wide cut that you’d get when it wasn’t focused with good precision
i believe it’s currently set at 1000mm/s. it’s a tradeoff between high accel and high speed. motors have a performance window limitation window.
narrow rasters (rasters means graphics or fills) will run faster with high accel as proportionally more of the job time is traveling the extend space trying to turn around.
wide rasters however tend to be dominated by time spent on the line itself and would benefit from higher speed at the cost of lower accel
counterintuitive but for rasters a few inches wide- most of what i see people doing actually- it will complete FASTER at lower speeds, often 300-800 mm/s say you have a 10mm wide column of text
at 1000 mm/s it creates an extend space on either side wider than 10mm that it has to perform these huge u-turns through on every line
in no case will rasters be accelerating while firing. all raster is performed at constant velocity motion without exception. that’s what it creates the extend space for, to allow it to accel decel outside the actual line of content to burn so normally power scaling doesn’t apply to rasters and min power is not used at all UNLESS you raster in grayscale mode.
however, here’s the catch- power scaling WILL apply if if specify a speed it cannot do. e.g. if you ask for 1500mm/s 100% power but the machine can only do 1000mm/s, guess what… it’s going to scale power back to 66% to deliver the watt-seconds per mm you asked for. the job doesn’t run faster it just reduces power which is a bit non intuitive but actually the only logical response