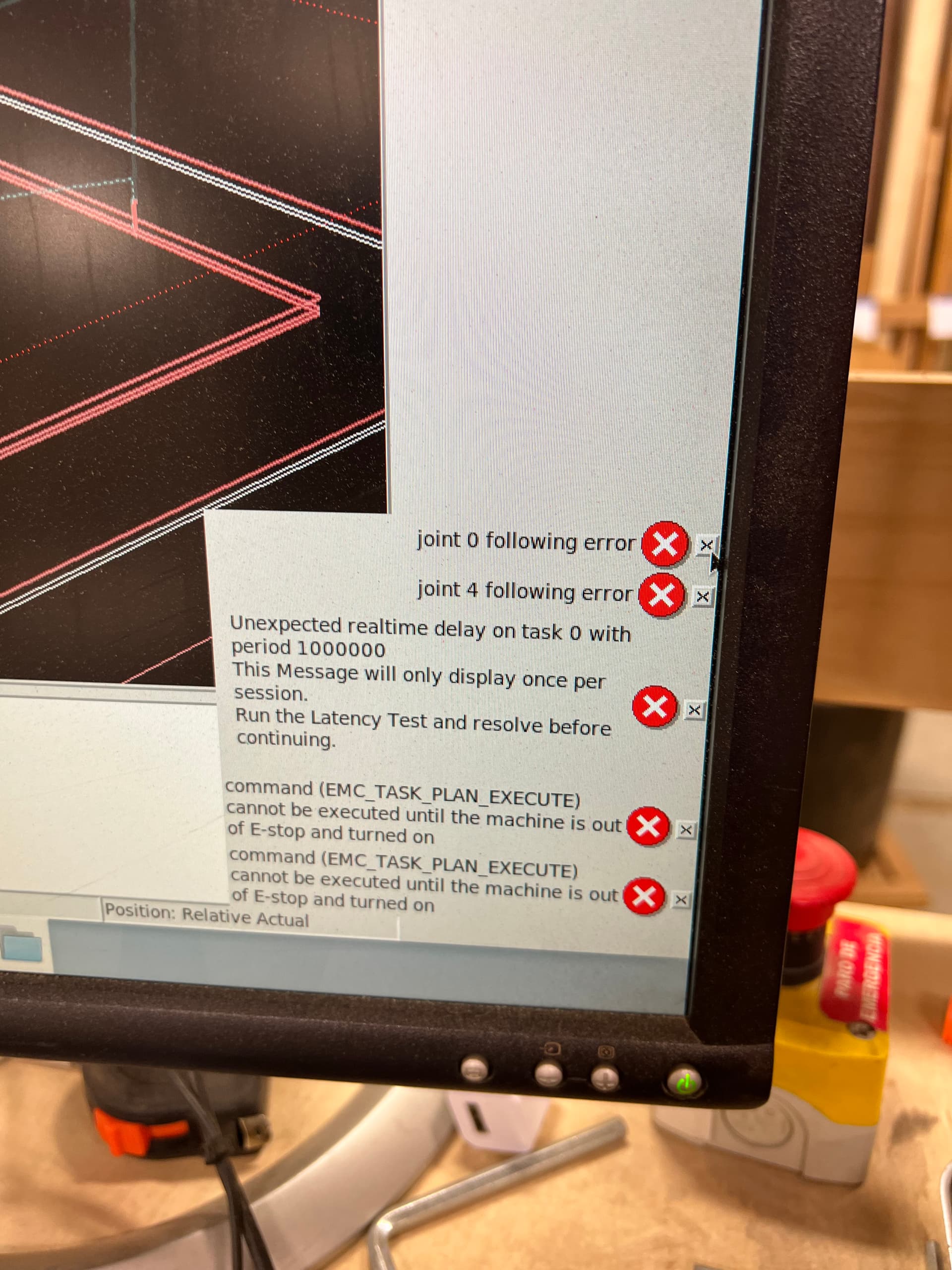
I just used the big CNC for the first time and for the most part it went pretty smoothly. However I got a lot of “joint X following error”, where X woudl be 0, 4, or 2 (not sure on the last one). At first I thought it was that I was going too fast so I slowed down the feed speed but the error would persist. One time it happened when I was just flattening the top of the board that I was working so I doubt it was related to the speeds or load on the system.
With the help of the manual in the drawer I figured out how to restart the program from a few steps back from where it stopped so I was able to get my project done. Just wanted to post this here so someone who understand the CNC better can tell me if it was my fault or something wrong with the machine.
Could this be the box heating up? It’s a fanless, which has a lot of advantages. No dust inside. But it might have BIOS to throttle back silently if the temp gets high, which might not show up in testing.
I debugged this the other night. There was a problematic tolerance parameter which had nothing to do with the NUC box. It’s been fixed and passed some high endurance trials, the problem should not reoccur. If any error message does show up don’t hesitate to let me know.
I also went back and added a second super-high accelerating profile for 3D rastering. It’s not for normal use, the high accelerations are rather jerky and and the max travel speed actually has to be trimmed back to keep the motors in their performance envelope. But on acceleration-dominated tight 3D rastering features it will run several times faster. It is not necessary on SMOOTH curves over a large area.
With the 3D profile, this CNC router will radically outperform Shopbot or any of the commercial builds at this difficult task.
LinuxCNC does leave the last selected profile as the next default option when the next person restarts. So unless you need the rare 3D performance profile, if the last person used the 3D profile you’ll want to be sure you select the standard “asmbly” profile.
Would be helpful if a person using the 3D profile would restart LinuxCNC and select the standard “asmbly” profile before leaving, to reassign the default.
@dannym Thoughts on adding info about the 3D profile to the tool page on the wiki? I’m thinking particularly the bit about resetting the profile if you use it – specifically adding that to the checklist on that page. Though, now that I actually look a bit more closely at the checklist, there are some other details that are a bit out of date, yes?