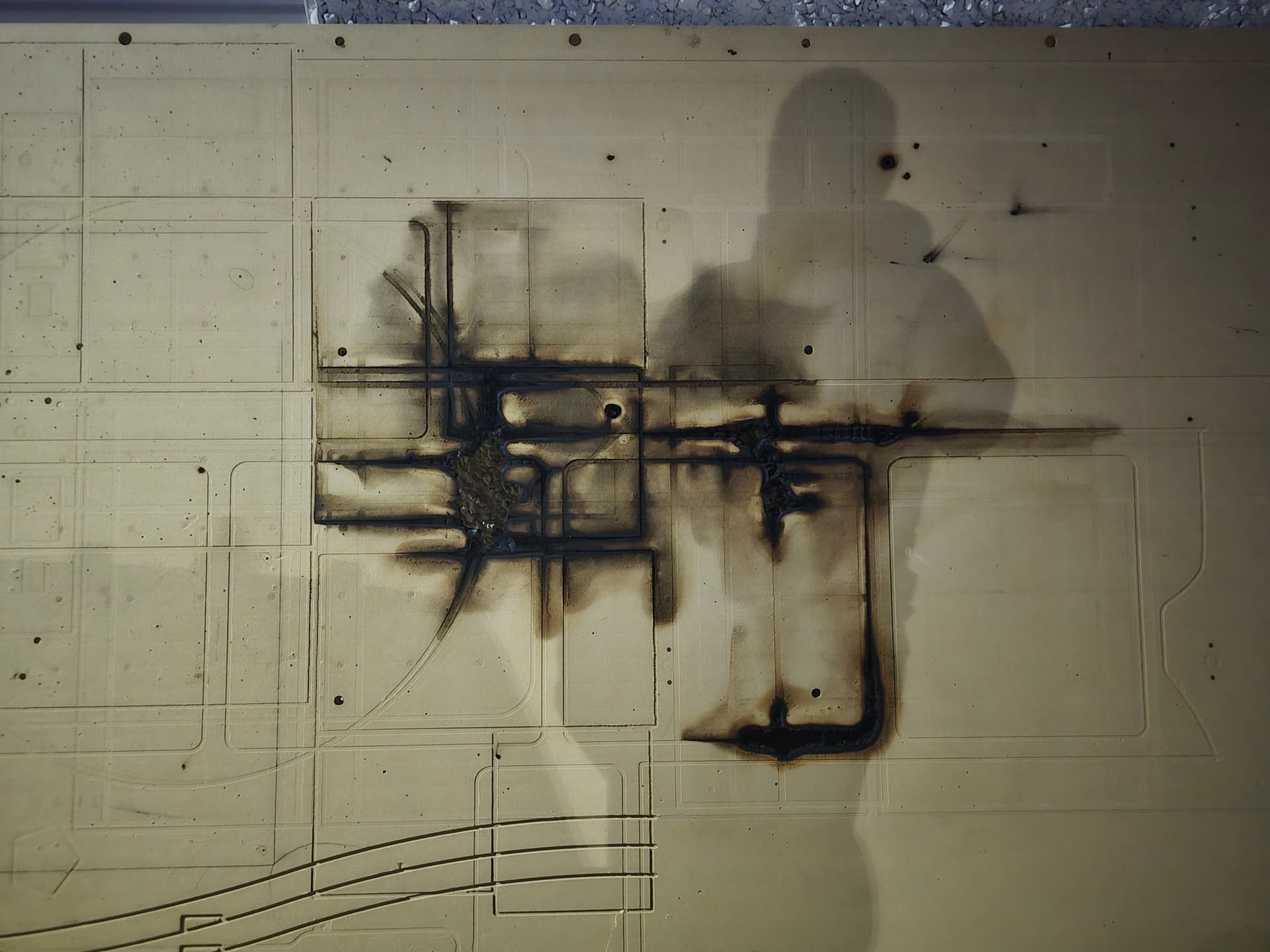
I was drilling 5mm holes in maple plywood and a fire started. I removed the spoil board and the center is charred. Please advise me on how to make this right. I would like to fix this and set up another spoil board if that is possible
I will return early in the morning to help fix what I did
1 Like
Until a new spoilboard is attached, flattened and checked by a CNC steward please consider the Swift to be red tagged.
Tagging @Johnvaughn @EricP for upcoming skedda reservations on swift.
Tagging @jamesfreeman @zipset @bwatt @TravisGood @atwatsoniii @Rolo if they are able to help with spoilboard replacement. I am unable to make it in to the shop today
1 Like
I won’t be able to help, sorry, got holiday visitors.
1 Like
James will be in after work tonight to assess the damage and hopefully get the machine up and running again
3 Likes
I would love to see a picture of the spoilboard for our records
1 Like
I texted Stephen this morning a picture, I am having trouble loading it here

A big lesson to learn from this, if you smell smoke or suspect a fire please turn the vacuum off immediately.
3 Likes
The spoilboard has been replaced. The phenolic base has significant damage to it, but appears to be ok for now. We will look into replacememt.
Thanks to @atwatsoniii and @ewei for the help today.

12 Likes
check the vac system. the fire appears to have gotten under the spoilboard, so cinders could have gone that way. the thing to look at would be checking the inline filter for burn holes
OMG! I’m very very glad no one was hurt
The vacuum was checked.
1 Like
I’m curious about a couple of details that may help us understand why this keeps happening. You say you were drilling 5mm holes. What rpms and feed rates were you using? Were you using a 5mm drill bit, or an end mill? If the latter, what size and type (upcut, downcut, etc.) was it, and were you using a drilling toolpath or a pocket toolpath?
I was using a 5mm drill bit from my Festool router (meant for high speed) and the tool path was created in the mozaik program. There was actually no need to have the vacuum on for that operation.
Couple of thoughts for anyone reading, I’m not exactly sure what speeds and feeds were running, the vacuum certainly didn’t help but I don’t think it’s all about the vacuum.
1.) I’ve had success across the board using 1/8" compression bit end mills meant for CNC and doing a pocketing path with a ramp, compared to a drilling path. Primarily for a heat dissipation standpoint and also to help get chips out of the pocket. Something like 1/4" of thickness per pass at ~110 ipm feed rate, and 25-35 ipm for the fall down speed, 18000 on the spindle. I cut 1/2" x 1/2" pockets all the time like this in Baltic birch which isnt as small as the 5mm hole, but using a bit smaller than the final hole helps chips get out instead of getting packed into the spoilboard and heated up by the drilling motion. The vacuum then only makes this worse by encouraging oxygen to flow there and thus there’s a greater chance of a fire. I think this still could have happened without the vacuum on though using a drilling path depending on speeds.
I think why drill bits work fine on a normal drill press is because the press table has a hole in it that allows the drill bit to pass through once it cuts through your piece… The chips in a traditional drill press wind up on top of your piece or on the floor, but for a CNC since theres a spoilboard and there’s no place for the chips to go at the bottom, effectively creating compressing the chips into the spoilboard turning them into an ember. It’s like the “bow and drill” method for starting a fire in the wilderness- same idea and the vacuum just further fuels the ember.
2.) In general if speeds are way too low, or there is an excessive number of passes, any toolpath drilling or not runs the risk of creating a fire because of the heat that gets generated… Especially for tight pocket cuts in a concentrated area. It’s possible your drilling path could’ve worked but you couldve just been letting the drill bit idle a bit too long at the bottom, or too many passes? If you’re burning up your bits quickly and leaving burn marks on your material it’s always a good indicator that you could be running something too slow.
3.) Always check that there aren’t any scale factors applied to the controller, because sometimes there are depending who used it last, and it’s possible that you won’t actually get your feeds and speeds in your G-code. Before you hit run it’s worth double checking that speed scale is set to 1.0 etc. sometimes running a bit too slow can cause more damage than running it faster etc.
3 Likes
I agree with all of Alex’s insights and these are great for all Vcarve users to know.
In this particular case, I believe John was using Mozaik. I am not familiar enough with that program (yet! We need a class!) to know recommended changes or options there to mimic these Vcarve ideas.