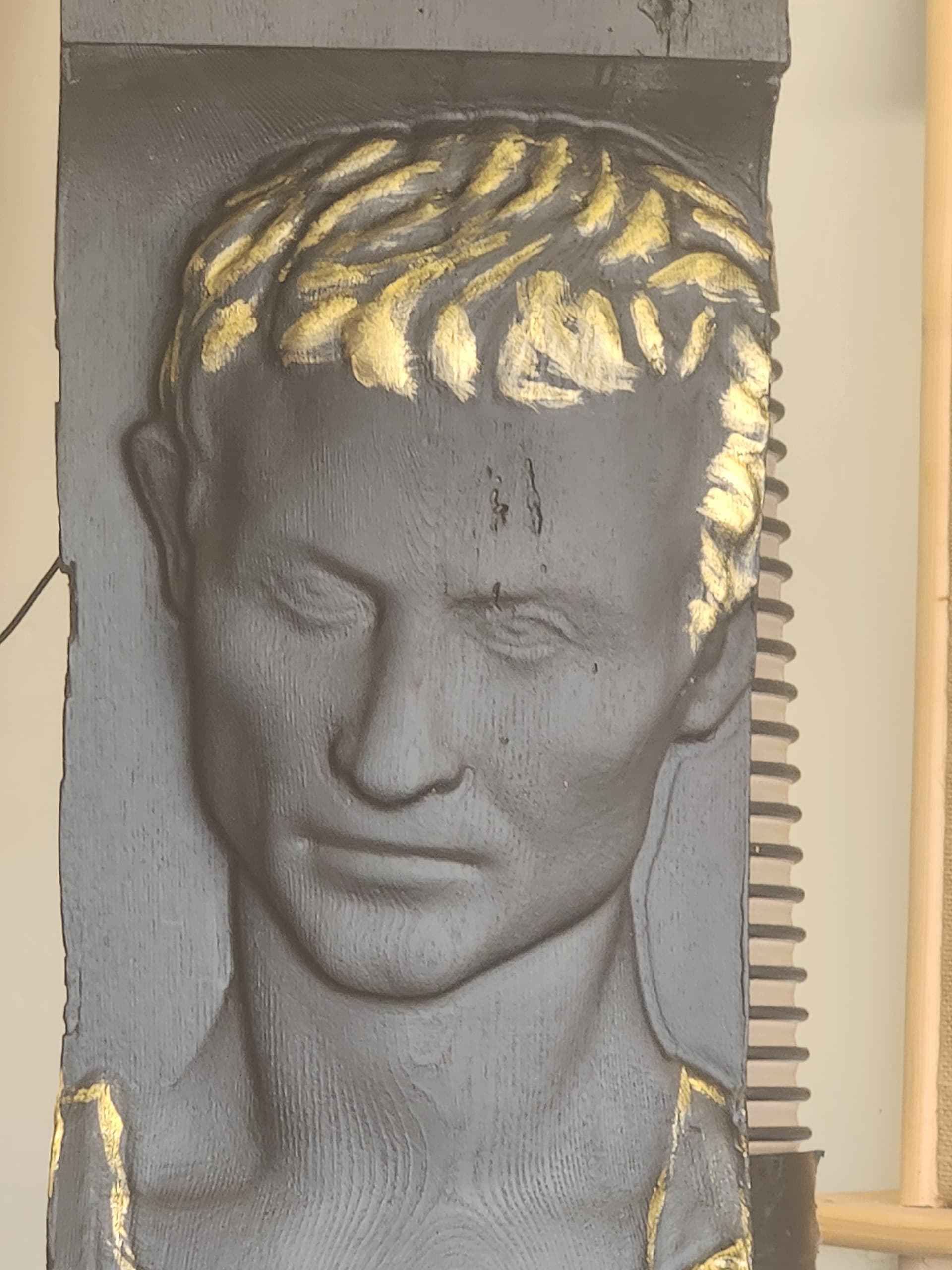
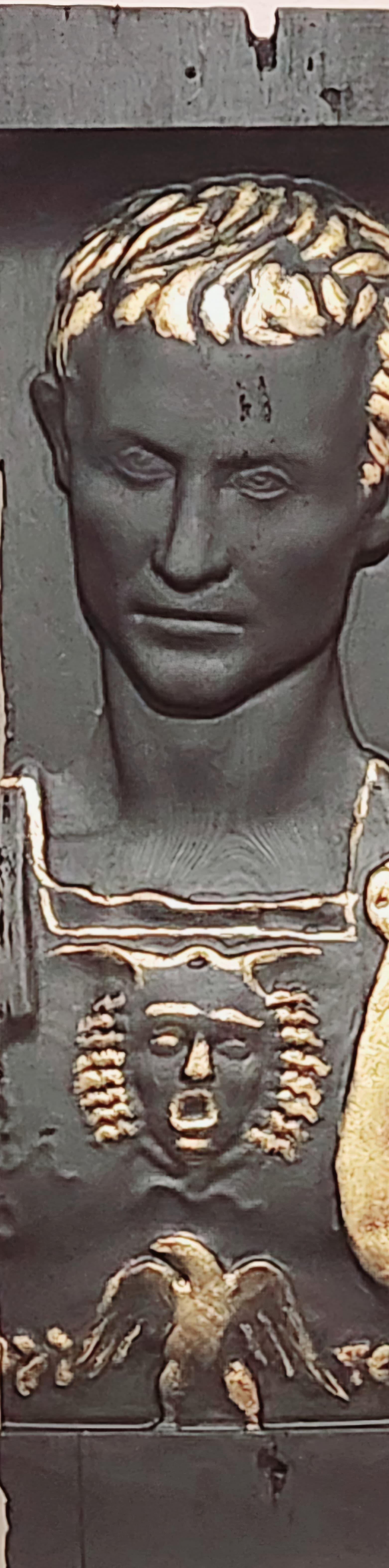
Carving 3D Caesar on 200 year old reclaimed hand hewn barn beam. Finishing in black with gold accents. 35"x 4" x 9"
Request 1
This carving takes approx. 9 hours running at 300 IPS. Can we please have special longer booking on CNC machines? I ran this on more than one booking and it is impossible to realign the piece on subsequent sessions to continue the carve. On closer inspection it has misalignment, even though I spent over 2 hours trying to align on 3 axis and I did have alignment holes predrilled.
Request 2
My wood source at “This Old Wood” in Pflugerville suddenly closed down in August. Does anyone know of a place I can get similar beams close to Austin area?
P.S. Thanks to Charles Leininger and James Freeman for helping me with a CNC problem I had!
Also thanks to the maker who let me extend my CNC time, and thanks to Shane for logging it in the system!
Yeah, you would think Z would be easy to set. I wonder if he set his zero to the material surface, then completely cut away that surface in his first session. Without that reference, setting Z would be trickier. But changing your zero to the machine bed would solve that. Another issue could be variations in the flatness of the spoilboard if the vacuum bed configuration wasn’t the same.
I remember when I took the CNC topography class with @Mollie , she mentioned that it was good practice to either a) start with your piece being slightly oversized where one piece isn’t carved away, or b) keep a small block of that original for the same reason.
I seem to remember her having another trick to being able to get the xy coordinates just right as well (different than using the machine zero coordinates)
Good point yes! Also the back of this piece is not flat, so I used a jig to hold it down. (2x4s screwed into the ends) Even though I mounted it as before there could be some movement. The refacing the spoil board is a possibility as there was a week between visits.
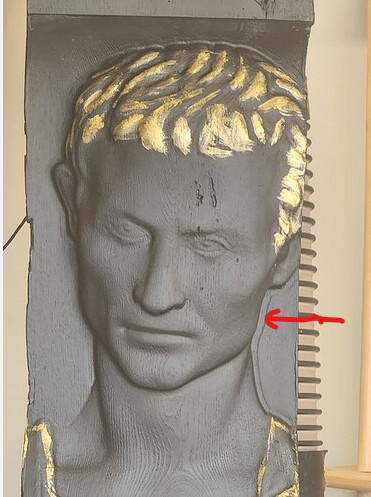
One more thing on the Z axis alignment. Even though I tried to make sure that the piece was flat and level after replacement, its difficult to do. You can see that on the left side of his neck, the Z axis difference is barely visible, so it’s a smaller misalignment. This indicates that is not level now or was not level originally. Even a millimeter difference is visible when you cut over previous cuts to finish it.
One idea I had about the z-height difference was the movement of the wood itself. Even dry, stable wood will move if that much material is removed from one face. Especially if it had a week to acclimate to a new environment.
What bit were you using, and what was your chip load (feed per tooth) like?