I recently took the CNC class with @dannym and he showed us the in’s and outs of getting started with VCarve and Linux CNC. In passing he mentioned that we were free to use other programs for modeling and cam, but that VCarve was kind of the simplest to get bootstrapped onto.
Well I’m much more familiar with Fusion360 and SolidWorks. I was wondering if there were any special considerations someone has to take when they’re taking a design/model from Fusion and trying to get it cut with the router? Is there known post processors that should be used? Or is there a particular “machine” we can target when trying to generate the GCode?
A separate and unrelated question is if the smaller CNC Machine is operational, and if so is it running Linux CNC as well? I forgot to ask during our class and we only focused on the 5x8.
Can’t answer your first question, besides the fact that you could design in Fusion if you’re more comfortable and export sketches as vectors and design just the toolpaths in VCarve. Fusion CAM is much more complicated and feature rich which can end up just causing confusion for a simpler router. I know some people have successfully gotten it to work though.
As for the second, yes the Shark CNC is up and running, and there is a separate course for that (much less intensive than the first one) to get you up to speed on some of the major differences. Not sure if there is anything on the schedule though.
Fusion 360 is a very viable option to use. I know a few members use it, I dont personally use it though. Taggi g a few people I can think of, that might have better answers. @MMcATX@CLeininger@JoeN
The smaller cnc does not run linux cnc. It uses the software supplied by Shark. It is a windows machine. It is very easy to learn. It also has vcarve installed so it is a quicker transition from cam to cut.
The main advantage of Fusion is testing fitment of assemblies. Also the parametric design is nice. All of the smoothness of Vcarve is setup by you in Fusion such as the thickness of your stock vs the actual final dimension. You will have to setup your tool library. The toolpath options are better for more control of your cut. It is also easier to setup a contoured cut such as a guitar body with compound curves. I can’t remember the post processor for linux cnc.
I started with VCarve but now use Fusion almost exclusively for CAM since I also design in Fusion. Exporting to VCarve is doable but a pain, especially if you are designing iteratively.
I don’t bother selecting a machine for Asmbly’s CNC, and instead select Enhanced Machine Control (EMC) for my post processor.
Keep in mind X and Y are backward from convention on the large CNC so either orient your design or change your coordinate XY zero accordingly.
Don’t use the tool change function as apparently linux doesn’t play nice with the tool change gcode. Save different tools as different ngc files.
Otherwise, AFAIK everything else is standard. Just make sure you set your tool heights so you don’t accidentally plunge down into the spoil board. A few thou or .1 mm is really all you need for a through cut, assuming you’ve set your material thickness correctly.
Fusion CAM is significantly more complicated than VCarve but also significantly more capable. Just depends on your needs and how much time / effort you want to put into learning the workflow.
Not a stupid question at all. I would never have figured it out without help from @MMcATX.
When you post process the tool pathing, open the folder next to Post under Machine and Post. Scroll down to LinuxCNC in the Fusion 360 library. There are a few different options. Select Enhanced Machine Controller (EMC).
You didn’t mention an error message, so I’m guessing it just stops and waits there?
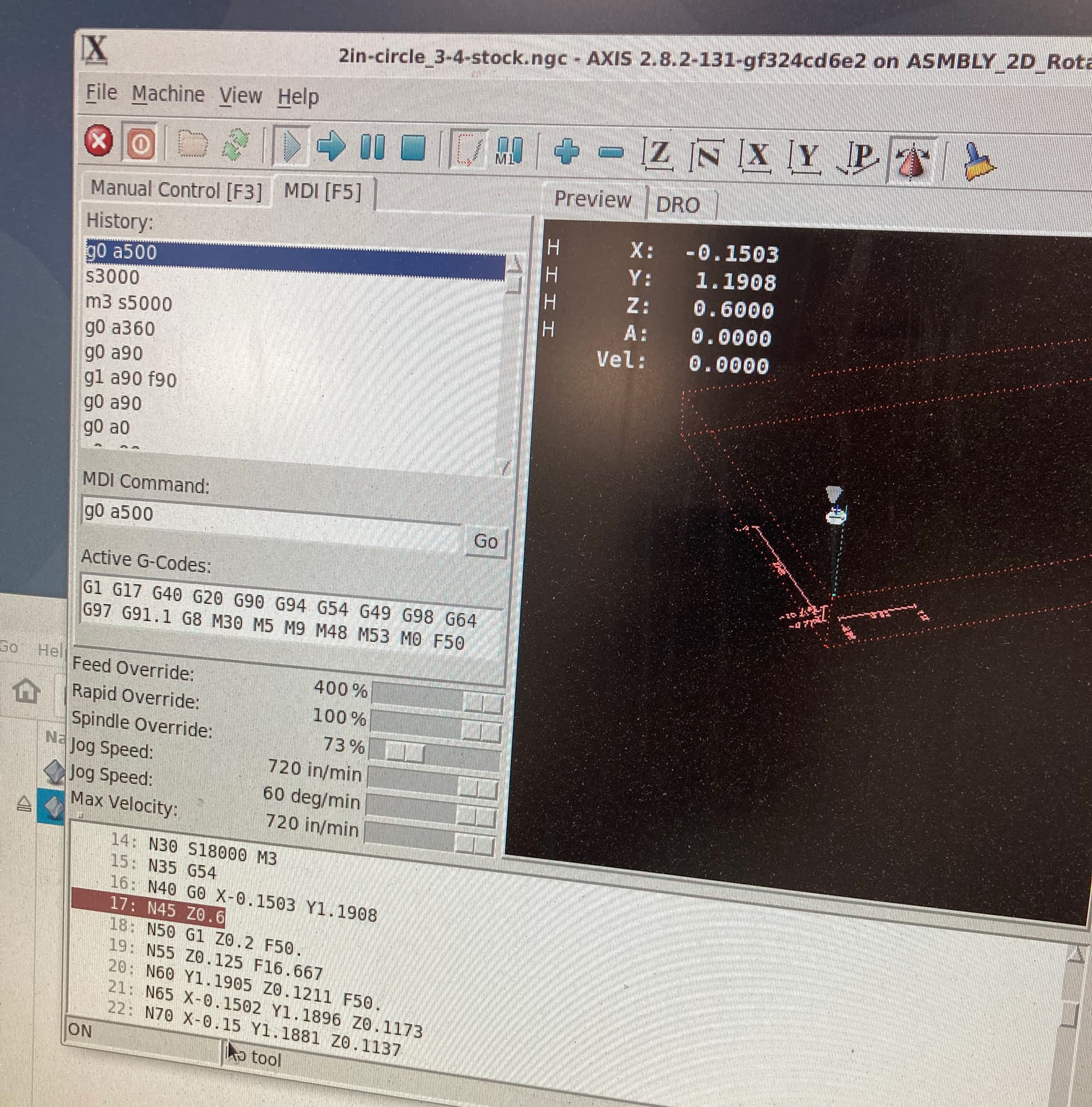
My guess is it’s not the N45 line, but N50, which contains the first G1, an actual cut.
The CNC will not perform a cut until the spindle is running at speed. It can go G0 rapids, but will wait for the spindle to come up to speed before starting a G1 cut. If you didn’t turn on the spindle, it’s going to just wait indefinitely.
Clearly, my ignorance is on full display. I did not turn on the spindle power.
I was under the assumption that the program was supposed to turn the spindle on. Is that an incorrect assumption? I understand that we manually engage the spindle if we’re “running from here” and it doesn’t have a chance to read the start spindle command.
N30 S18000 M3
I was following the document/booklet that was in the CNC drawer and from what I could tell I flipped on all the switches that were outlined. I groked around the spindle and the power cord for a switch but it all disappears into the cable carrier.
On my way out I was talking to a gentleman and told him that I couldn’t get the spindle to turn on manually. He pointed out the “Spindle” button on the remote which was supposed to turn it on. I was trying to make it spin from the “Manual Control” panel in the Linux CNC program.
The spindle is turned on and off in software by the G-code (M3), but the red and yellow rotary knob on the left of the router is the actual power switch for the Variable Frequency Drive that turns the spindle and that has to be powered first.
Perhaps not relevant since i used vcarve to generate my gcode but I had issues the other day with the spindle refusing to start on my third gcode path after a few hours of running ok. I just tried resetting a ton of stuff until it worked- i think I had to press the reset vfd on the right but not sure that that was necessarily the fix, since i don’t know what vfd stands for, but i guess its variable frequency drive
After a little bit of trial and error, I was able to get it working.
Just FYI the controller box under the table was unplugged for some reason. I don’t know if you’re supposed to unplug it when you shut it down, but I left it plugged in.