Hey everyone! I’m making a 3D topographic map for a christmas gift this year and need an 1/8 inch ball nose bit. This will probably be a one off project so I don’t want to buy a $50 amana bit. Does anyone have a cheapy amazon brand that they like well enough to recommend it for a one off project?
I’ve used the ever loving hell out of the 1/4" spiral down cut bit and been very impressed with it. Haven’t tried this ball nose yet, but will when it comes time.
Thanks! It looks like that brand has a 5 pack of 1/8 ball nose bits. I’ll give them a try!
What material are you cutting into? How deep? Are you certain 1/8" ball will resolve all your features? For a topo, it probably will, but it depends on specifics of the job.
Simple answer though is just the 2-flute Chinesium, often sold in 10-packs. 2 flute is better than 4. They come in various lengths and you generally want the shortest one that meets your needs.
In most cases I recommend against doing an initial clearance pass. I’m pretty unusual saying that apparently, but I’ve found it’s not necessary in most cases and kind of a waste of time, esp in MDF.
Hey Danny!
It’s an 11x11 inch square with a 1.06 inch total cutting depth on soft maple.
I was going to do a clearance pass with a 1.125 inch bowl and tray bit and then a detail pass with the 1/8th ball nose. Do you think that will be worthwhile?


Mollie
Depending on the finishing tool path strategy (raster or z level) when you’re removing that much material going with a mill ( even 1/4” straight mill) first to hog out material quickly would be to your advantage with respect to time.
Your Z depth on a 1/8” ball nose might be .125” but your x delta is only .065”.
My experience has been V carve will make multiple passes but only at EACH Z level in your toolpath which is 1/8”
I haven’t figured out how to eliminate that part of the g code that is removing minimal bits of material. It would traverse the entirety of your piece multiple times. Pain in the a**
A 1/4” ball bit would speed things up considerably as your Z might be the same but speed could be more aggressive and delta x or y pass is double the 1/8th bit. Adjust editing the bit selection part of your rough and finish tool paths.
A bowl and tray bit doesn’t make much sense to me here. Most don’t plunge but the CAM is going to do plunging for sure. It’s a complicated profile that doesn’t do anything helpful. You can just do a clearance pass with a 1/4" o-flute or 2 flute. But, clearance passes can be pretty complicated.
Have you done a simulation on vcarve to see that a 1/8" resolves the sharpest part of the valleys well? You will need to use the secret shift key to engage set Modeling Resolution to ludicrous (maximum). If you can go with a larger ball, do so.
I’ve had a lot of good work with this 1/16" one Sparktech has:
Personally, I’d use this one, and avoid clearance passing altogether:
The simulation looks pretty good. I did a 0.09 pass depth and a 3D raster so it looks like it will do 11 passes across the wood to rough it out. The time estimate is 20 minutes for the roughing. I know the estimates aren’t always correct, but hopefully it’s close to that.
Here’s what the piece looks like after the roughing.
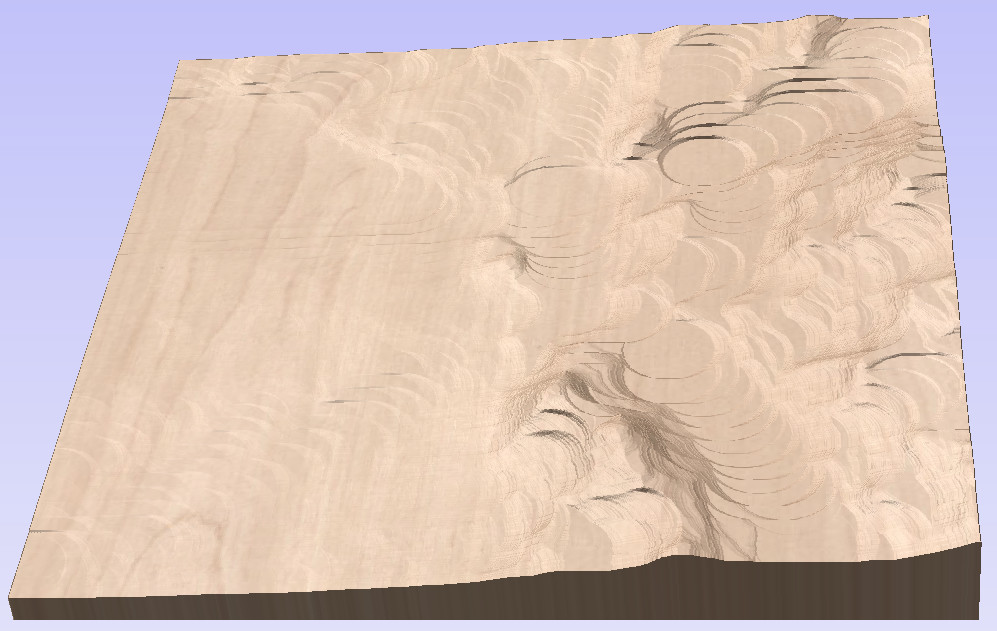
As far as I can tell the 1/8 bit looks like it will give good detail. I think because the whole piece is 11 inches wide the details are more spread out. If it was a smaller piece I’m not sure the 1/8 bit would work. I don’t remember the secret shift key though! How do I do that?
1 Like
I thought I would share how this project turned out!
I did an initial 3D raster roughing pass with a 1.125 bowl and tray bit set at 630 feed rate, 20% stepover, and .09 inch pass depth. Run time was 23 minutes.
The finish pass was a .125 ball nose at 100 feed rate and 8% stepover. Vcarve estimated 4.5 hours but total run time for this pass, thankfully it ended up being just over 2 hours in real life.
Total run tine 2 hours 34 minutes!
It came out smooth and I didn’t do any sanding afterward.
In hindsight I wish I had done a v groove compass in the corner to indicate orientation and add some interest to the valley.


4 Likes
Oh, fabulous! Did you use 3d mode or 2d?
How did you hold down the workpiece? Painter’s tape and superglue method?
Yep, painters tape and super glue. I used 2D mode. I heard someone say that usually works better, even for 3D cuttings.
I haven’t used 3d mode in a long time. The retraction happened so quickly the z axis lost some steps. I know Danny tuned the z axis retraction speed down. I haven’t tried since then.