I have never done it myself so cannot give any useful comment on the feasibility, but just wanted to provide a word of caution. I think it’s possible but it’s one of those things in the shop that’s more dangerous that it seems, and requires extra forethought. Forgive me if you know all of this already, but it bears repeating! 
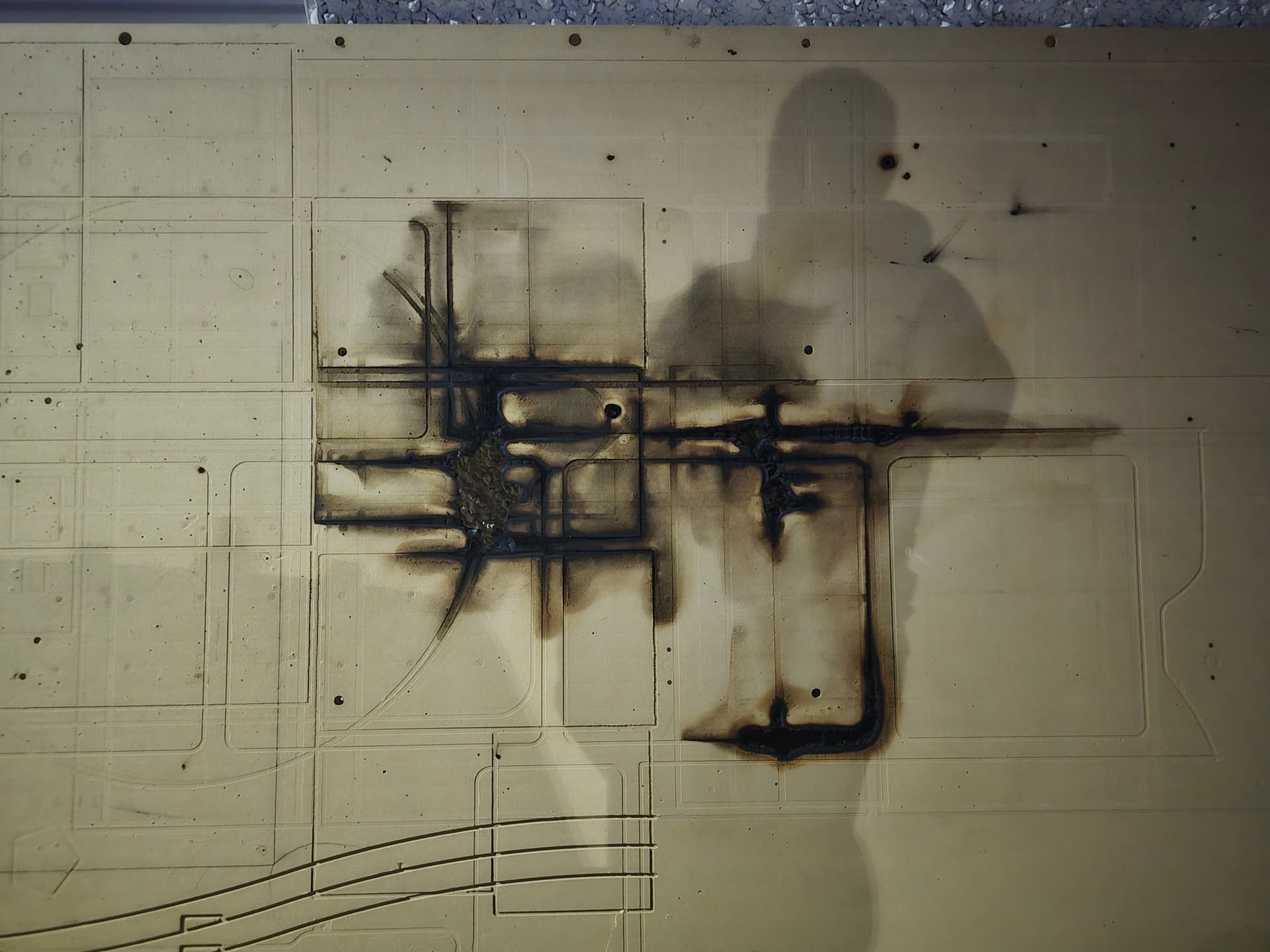
A 1/16" drill bit in hardwood requires ~3,000rpm, whereas the CNC spindle by default provides ~21,000rpm, and its minimum is 6000rpm. Many of the issues and small fires we’ve seen related to the CNC are due to drilling toolpaths. People set up their cut incorrectly, and with poor chip clearing and high speeds on the spindle, it basically turns into a high-tech version of one of those rotating stick fire starters

Thankfully the only casualties so far have been some ruined spoil boards and ruined projects, but fires like that can be hard to notice and can grow quickly.
I think many times this is due to the user using an end mill rather than a drill bit, as drill bits are designed to clear chips better, but I’d be cautious either way.
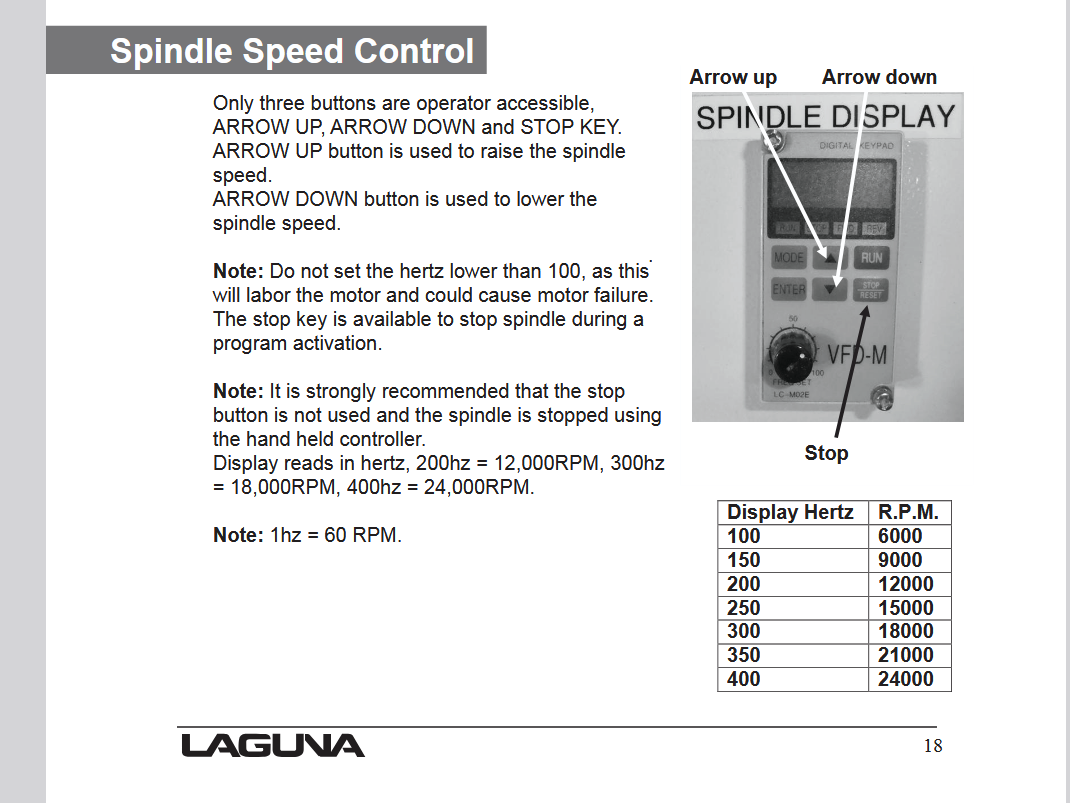
The other important thing I think people forget is that the spindle speeds that you set in VCarve have no effect on our CNCs, so people will design their toolpaths and setup their cuts thinking they’re using a low RPM, but the spindle is actually spinning at 21,000rpm.
From the IQ manual, you must set the spindle speed on the VFD itself. 100hz/6000rpm is the lowest it should go, according to the manual. Perhaps 6000rpm would be slow enough to get decent results, not sure about that.
Please correct me if I’m wrong and you can set it in software, but this is what I remember from class a few years ago. @jamesfreeman or do you know @Rolo ?
Alternatively the way @aanne3 suggested is good too, just spot drill with a v-bit and move to the drill press