Scoring curved lines is tough- I would suggest using Tarkin in several fast passes to score it. That’s pretty much guaranteed to work well. The thermal crack cutting pass is what may be tricky, but you can revert to hand-nipping there.
You can also score lines to edges that you plan to nip through.
Tarkin would be a good choice because it doesn’t have a min-power limitation.
In Lightburn, I would use one layer for the closed path of the intended project, and under layers, select “number of passes” and try like 10 fast passes. It might do well with 40-50 passes, ultimately. That way, it will only have one start-stop point and mostly keep looping around without stopping, creating minimal discontinuity. Then do trim-score lines in another layer.
As for settings, just a shot in the dark, maybe 100% power 800mm/s speed. We want to etch the surface just like doing glass bottles on the rotary, but we don’t want to build up a lot of heat in the path and crack the glass
That’s assuming it is in fact a large item like the mirror depicted. The smaller the item, the less cooldown each point has before the beam comes around again, and it may overheat and crack. Smaller pieces might require a different strategy, like maybe 5 etching passes, then wait a minute to let it cool down and run it again. This may be something to think about when drawing straight score lines from edge to edge of the glass stock to get to the intended product line. Those may be short. It’s ok if there’s a lot of score lines in one layer, but not if it’s running a few short lines in rapid succession.
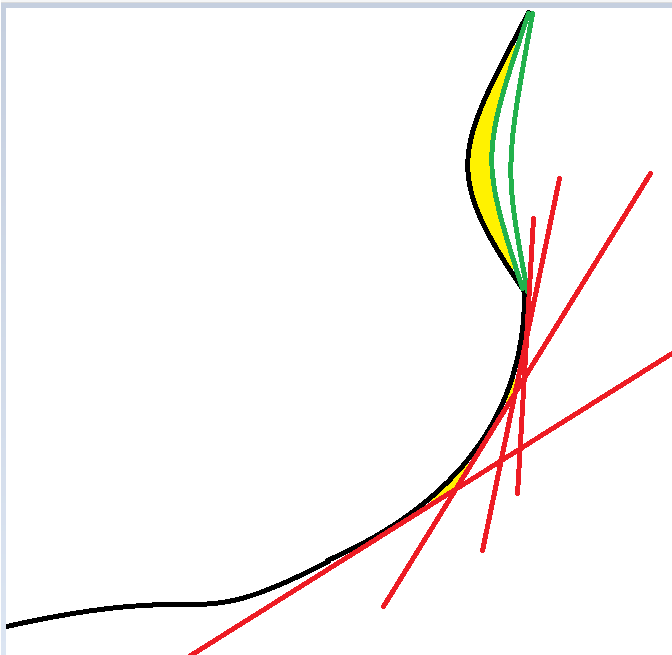
But, like I say, after some scoring passes, if it does crack, it might follow the score line and do the whole job for you. Straight lines are more likely to propagate along a score line than a tight radius curve (like maybe under a 50mm-100mm radius? Just guessing here)
Either way, you’re going to want a water-cooled diamond grinder wheel to polish the edges after cutting.