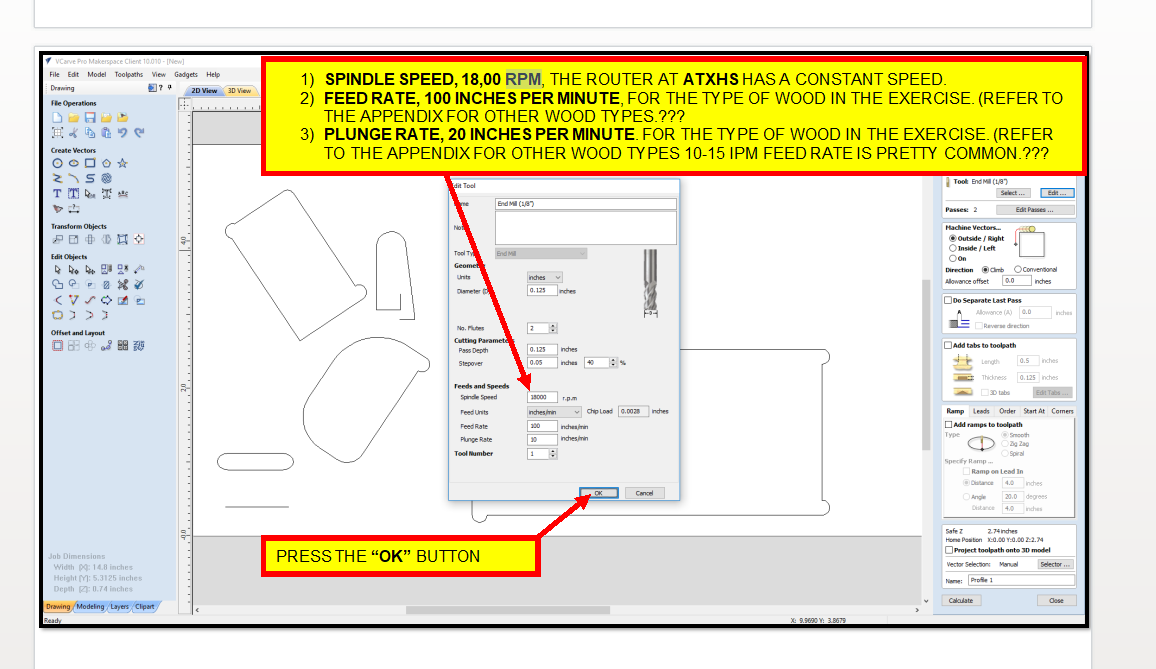
Is there any way to lock Vcarve’s default tool library to prevent user changes from propagating into it? Because every time I have to change a tool for a toolpath at the shop, there are a huge array of variations, and you can grab an innocuous looking tool and get caught by absurd settings.
I broke a bit yesterday using a generic looking ‘softwood 1/4” end mill’ profile because its feed rate was set to 6 inches per second (360 inches per minute). I will absolutely concede that this is my fault for not checking every single parameter, especially since I’ve come across this exact problem before. But why was that tool setting in the library? What maniac is cutting at 360 inches per second with a 1/4” bit?! I wouldn’t try to cut marshmallow with that combination. Needless to say my bit snapped like a toothpick at that rate even though I was only cutting 1/4” deep into pine.
I don’t know if there’s anything we can do about it — it sounds like a problem with Vcarve — but it bears looking into.
Addendum: This will still be an issue with the new CNC; but we’ll be starting with a new VCarve install, which seems the best time to address this.
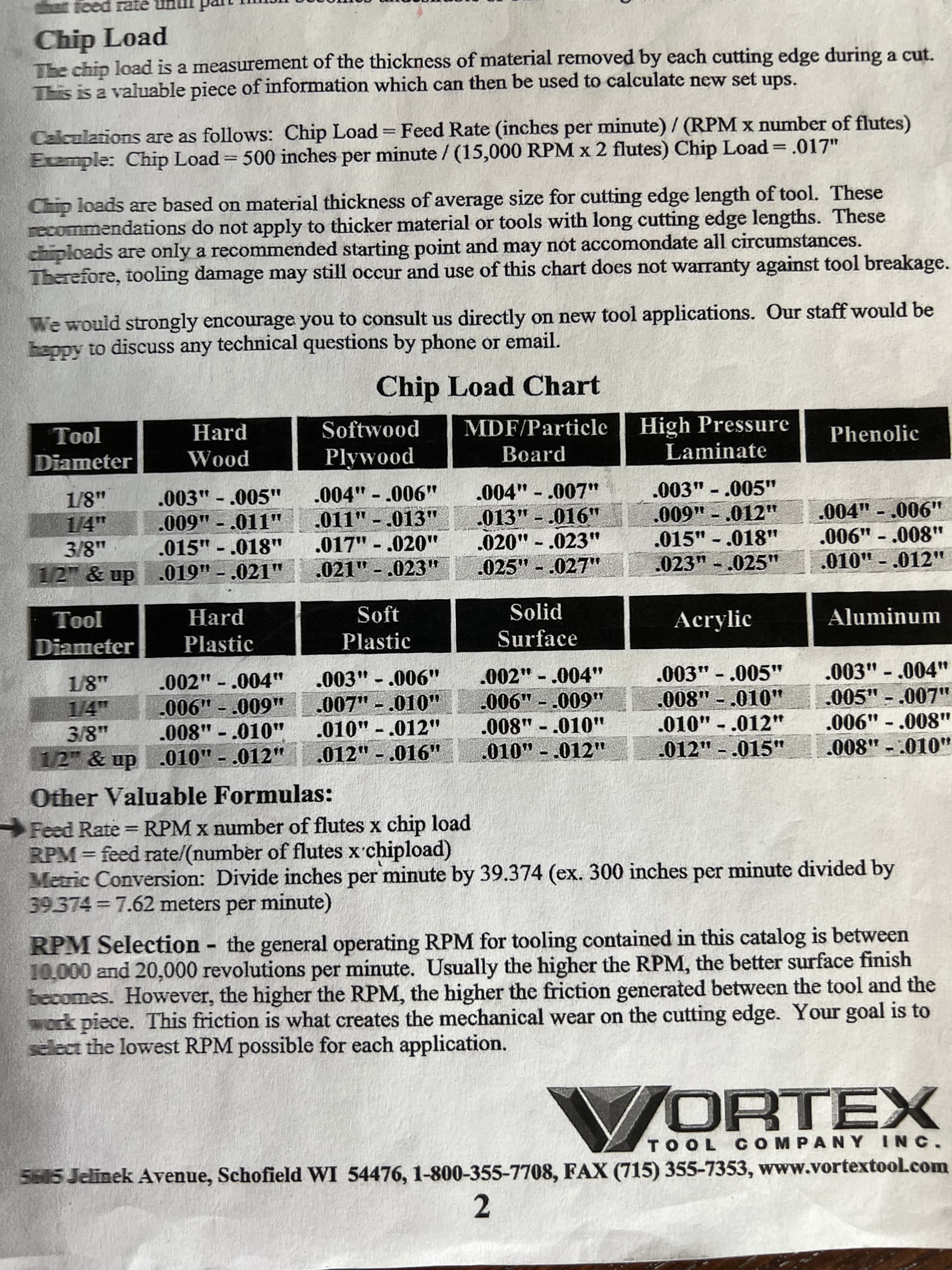
 ), but it appears maybe I added one, though I’ll have to check my notes. I’m pretty sure that my CNC instructor gave some example settings that ended up with a chipload of 0.0011 in/tooth, a tenth of what you suggested. Though that was for a 1/8" bit, and I’ve now learned that different chip loads are considered appropriate for different bit diameters, which makes sense but I don’t think was mentioned (or I missed it).
), but it appears maybe I added one, though I’ll have to check my notes. I’m pretty sure that my CNC instructor gave some example settings that ended up with a chipload of 0.0011 in/tooth, a tenth of what you suggested. Though that was for a 1/8" bit, and I’ve now learned that different chip loads are considered appropriate for different bit diameters, which makes sense but I don’t think was mentioned (or I missed it).