I’ve been working on a CNC project for a couple weeks and a few people asked about it so I figured I’d share all the details on here.
A couple friends of mine are having a baby. The shower is next month, so I made them a set of wooden alphabet blocks:

There are 11 blocks total, most engraved on all 6 faces: 3 blocks of vowels, 1 block of symbols, and the rest filled in with other letters depending on how frequently they appear in English words. Apparently it’s unorthodox to engrave every face, but I didn’t see a reason not to.
Each block is a 1-½’’ cube of maple. Fine Lumber actually sells S4S 2-by-2s and will cut to length, which is highly convenient. I bought 3’ for around $15, which was more than enough. I chopped that length into individual blocks at the start, but presumably you could optimize this whole process by machining them all at once and then cutting.
In VCarve, each face is set up as one engraving toolpath with 2 clearing tools and 1 engraving tool. Most of the work in this project is changing tools: for each face, it starts with a 1/8’’ end mill to rough clear, then a 1/16’’ end mill to clear details, then a 60º v-bit to profile the edges. An automatic tool changer would have probably halved the machine time, and I’m amazed at how few times I forgot to re-zero after tool changes!

Those tool paths are exported separately, so each face has 3 files to run. Naming them appropriately to avoid confusion ended up being crucial. Since the controller only shows so many characters for a file name, the convention I landed on was: “A C1”, “A C2”, “A ENG” for “letter A, clear step 1”, “letter A clear step 2”, “letter A engraving”. If I do this again, I won’t export all 90 toolpaths to my USB at once. Scrolling through that menu and being careful to choose the right one did me no favors.
Another mistake I won’t make again is running the v-bit far too slowly. The default pass depth from the tool library was 0.01’', resulting in an absurd number of passes and an engraving toolpath that took 10+ minutes (but gave a great surface finish). I did about 8 entire blocks like that before it occurred to me to bump up the pass depth and do just 2 passes. Since the path was already cleared, the chip load was hardly anything, surface finish was still great, and the engraving was done in about one minute per face.

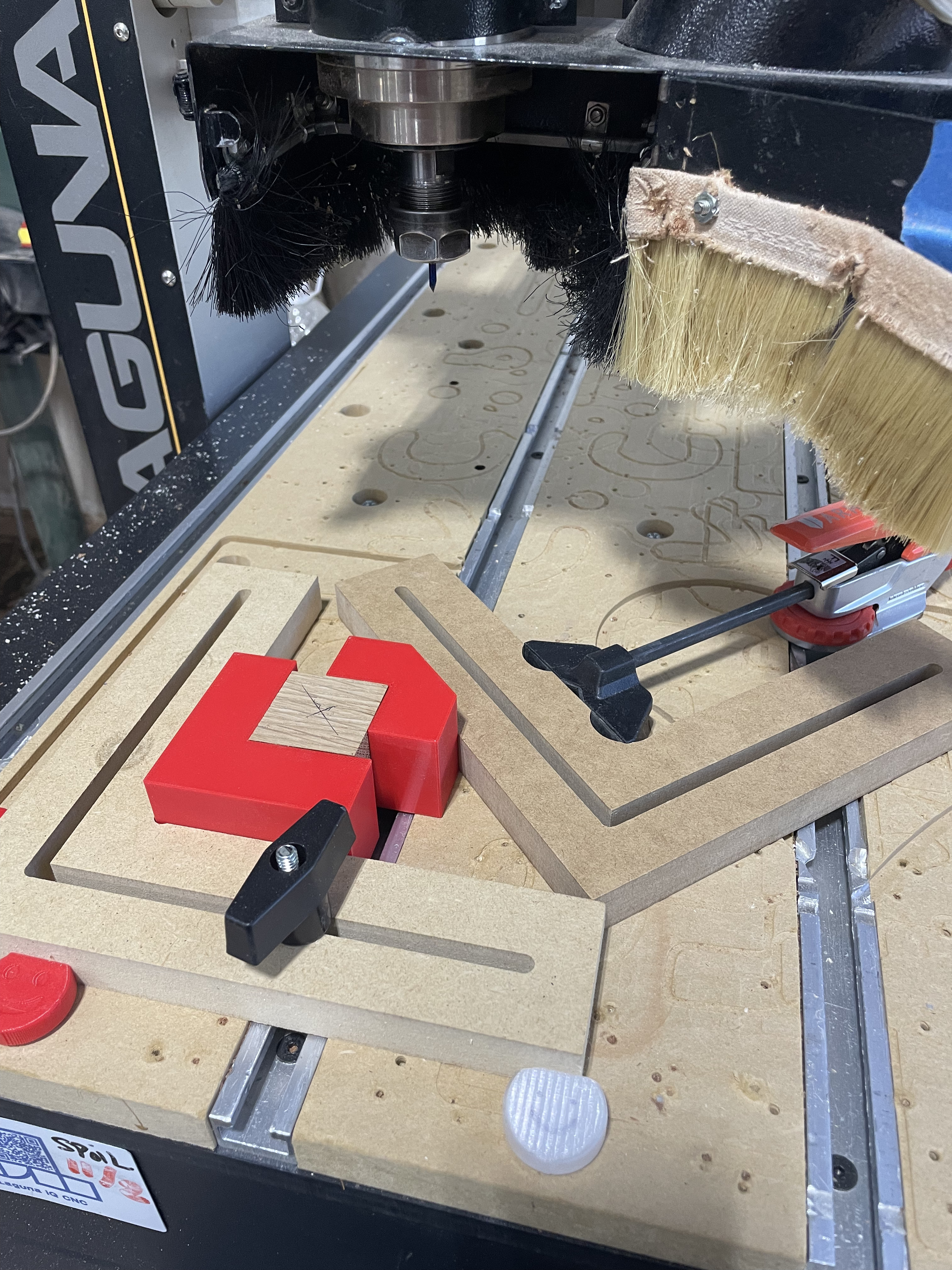
To hold each block on the bed, I used the MDF corner jig aligned with bench dogs and an MDF cam clamp to squeeze it into the corner. I was really happy with that: it’s quick to move on to a different face and surprisingly repeatable for keeping alignment.

To finish them off, I lightly sanded each face to remove fuzzy tear-out (a brass brush and 220 sandpaper worked just fine). I very slightly chamfered each edge with a 90º bit on the router table (88 edges goes more quickly than you think), and softened the corners by hand sanding. Finally, they all got a generous coat of beeswax blend.
I’m really happy with the result and will almost certainly do this again at some point. If you’d like to try yourself, I’m more than happy to share the VCarve file by email!



Bonus: the packaging was also done on the CNC. It’s just a grid of 1.55’’ squares in some scrap chipboard to hold the blocks in place (plus a signature done on Tarkin):