There’s an air leak happening where the blue tubing is on the Large CNC. Sounds like a pretty big leak. There also water built up in the tubing. I tried to shut it off but couldn’t figure out how.
I could be mistaken but I think there is a connection or a valve on the lower left hand side of the computer cart. Perhaps you can find a way to shut it off there? Not sure though
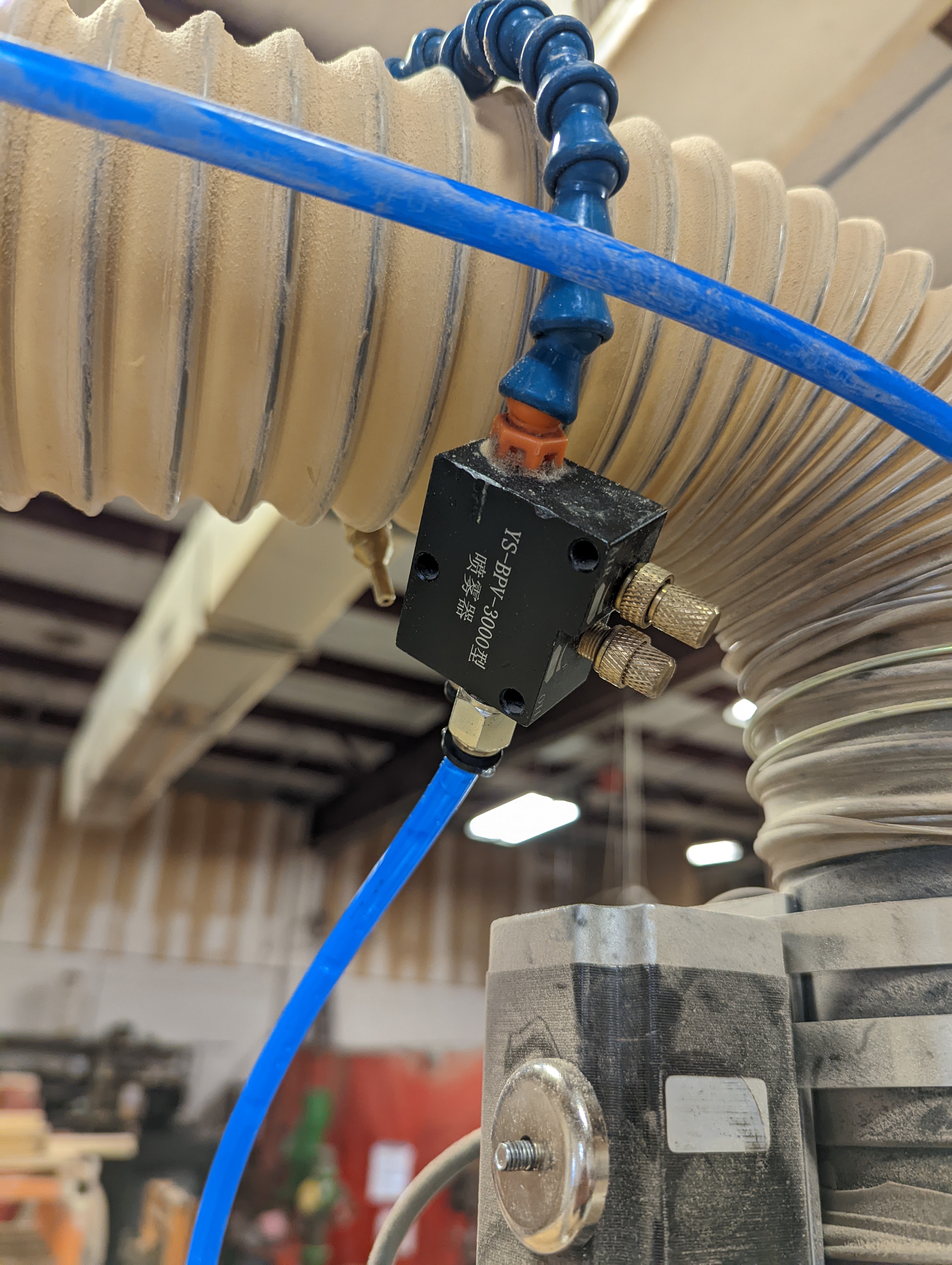
There is a needle valve that shuts off the air. The other needle valve is for coolant.
We need to clean up the air going to the cnc router. It could look more professional if we mounted the air nozzle. We have a pneumatic switch that we should plumb. The switch needs approved wire to run a low voltage line and connection to the control board. Control board needs @Danny to tell us where to populate the wires.
The air on the kiosk is a different branch
Gotcha, never mind then. What Joe said!
Where do you want to put the solenoid? Near the air branch, so a leak like this can be shut off, or at the head itself?
I did include some extra conductors in the wiring harness near the head for things like this.
If it’s near the air branch, then it could be a pretty long distance to run wire. Sounds like it would need to go down the table, through the cable bridge, up an across.
I would be expecting 24VDC normally-closed solenoid.
Would it be controlled by a G-code for coolant, M08 and M09? We could, but I don’t think people are going to have G-code that turns it on with M08 unless manually edited in. I guess I could add a button on-screen for it so when it’s been clicked the solenoid turns on and off with the M03 and M05 spindle-on/off commands?
We need to install a ball valve at the head end just in case it needs to shunted. The pneumatic valve would be installed somewhere on the z axis. I have a spot picked out. It is 24v dc NC. I would prefer a button on the screen vs gcode activated. I think some users would be thrown for a loop if the air seemed to randomly come on at cycle start.
After the pneumatic valve is installed and functioning. We need to talk to the cnc router instructors to phase in turning off the “coolant” and work in a timetable for switching to gcode activation. We should still leave the button on screen.
Li figured it would default so the air solenoid didn’t switch on with the spindle. This “switch air solenoid with M08” button would reset to off when LinuxCNC is rebooted, which you’re supposed to do every time you start your session with the machine
The hose connection is loose. I pushed it in and the leak stopped. Not a permanent fix though.
1 Like
Thank you. I wonder if the connection got loose from vibrations
I got a ball valve and will install it. In the future if we have a leak that can be fixed. We can at least shut off that branch
Yeah, me and Joe installed a solenoid he had on the CNC, on the Z axis. It’s a normally closed solenoid, and we taped over the end to prevent dust from collecting in it. I think we should handle this separately from the “e-cutoff” for when things are broken. There’s multiple spots the line could come apart in that area, and I think it’s best to just have a ball valve near the compressor to shut the whole line off. Ex: what if the connection at the compressor was the one that was loose? A ball valve there would just let us shut the whole line down.
For the setup, we could either do what you discussed, or have a different linuxcnc configuration. With that, flood coolant would enable the compressed air.
1 Like
