Hi folks, I have a project that requires a whole lot of holes. A kinetic toy/art project. My tool path has options for the right tool which is of course might be an 1/8" mill at 13 hours or something larger like 3/16" mill. But I’ve been reading the interwebs that says a flat bottom (square) mill can overheat or break. Other sources suggest a 1/4" drill and peck my way through 1/2" birch plywood. 4.5 hours.
Does anybody have any experience on a way to proceed on this, tools, speeds and feeds. Perhaps a 3/16" drill and chase that with a 1/8" mill? The challenge is to create space for the waste sawdust and get a good hole without blowout on the bottom.
There are actual drilling bits for the cnc but I have not used them. I tried searching for some but “cnc drill bits” is obviously too vague and gave me ten billion irrelevant results. Lol
I used a regular old drill bit (circular, not hex) 1/16” to drill almost 400 holes in some 1/2” ply. Took about 45 minutes. I didn’t use the pecking, but rather just a drilling tool path.
This here^^^
Upcut bit would also work, but likely to twar the top surface a bit. Down cut or compression will heat up to much. If you use a router bit, a slightly smaller bit than the hole, with a helix path down will give you good results.
Those long time projections sound like something is off with some combination of your feed rate, move rate, move height, number of passes, retraction height per pass, etc.
You never mention what final hole size you are aiming for. A standard drill bit at the final size is likely your best bet, perhaps with a flush spoil piece underneath to reduce the bottom blowout. A rule of thumb I’ve heard is to make the peck depth equal to the bit diameter. If you use an end mill, James’s suggestion is best: use one slightly smaller than the hole, then spiral down, probably in a single pass.
Are your feed rates about the same as these (from Vetric)?
Recalculataing it just under 2 hours. And Ijust redid the math and it’e 45 holes both ways so 2025 holes.
Others mentioned a helical path and I saw that in some web posts. Not finding anything.
Still others asked about the final size of the holes and I’d like to get to 0.255 inches. They will be the axies for gears so a 1/4 dowel needs to rotate freely without a lot of play. That probably means chasing the first hole a second time with a 1/8" mill
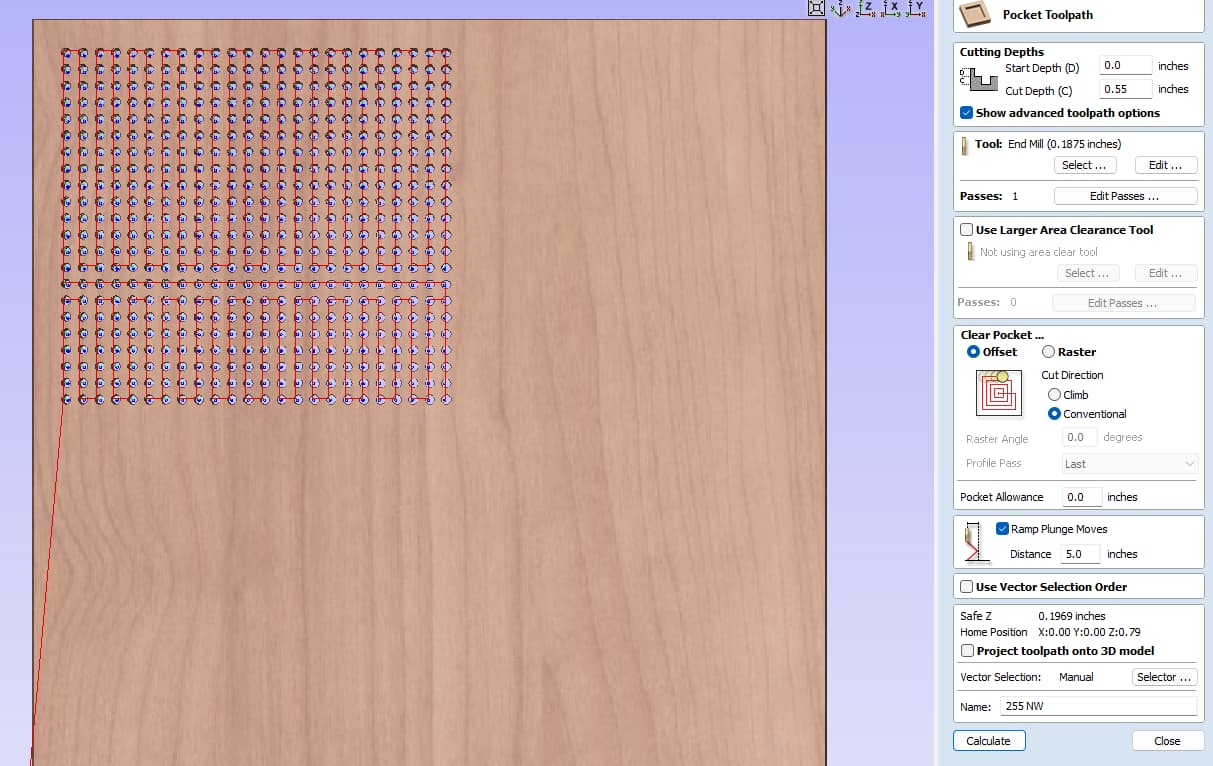
I think to get the helical cut mentioned, you would use a 1/4” end mill, set the holes to the actual size you want, 0.255”, and make the tool-path a pocket cut with a single pass and a ramp with a length longer than the travel path of the bit.
@mgmoore@stepho@jamesfreeman
Gratitude for everyone’s guidance on this challenge. I did get the processing time down to about 53 minutes with:
3/16" mill (more robust and less likely to break. and with the helical tool path less likely to heat up or burn the material.)
one pass
13000 rpm
199 inches/minute Feed rate
plumge rate 99 inches per minute
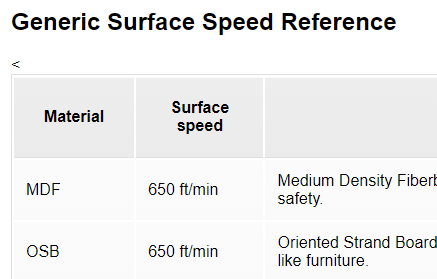
I got those numbers from a feeds and speeds calculator from MIT. I used OSB for material.
I remember Molly being surpriced that her bit didn’t break doing the work she did in hardwood. Trusting math? Well, I’ll trust math and see what happens. Got us to the moon and Mars.
End mill is preferred, especially for a non-standard diameter. Use a 3/16" upcut end mill and a helical tool path for a .255" hole. A 1/4" end mill for that size hole will have near constant contact with the material on all sides of the bit, causing heat build up and shortened tool life.
Make sure you change the VFD speeds as it’s my understanding the spindle speed set in the gcode does not actually change the machine rpm.
The problem with drill bits is the spindle runs at a much higher RPM than most drill bits are designed to handle. Laguna specs says the spindle’s slowest speed is 6000 rpm. A 1/4" brad point bit wants to run at 1800 rpm in softwood. (Twist bits are not recommended in wood cnc milling because they tend to wander at entry. Not a big deal if drilling by hand but the bit will likely break with a cnc.)
Running the bit at a much higher rpm than intended will reduce the cutting edge’s ability to efficiently cut the material. This causes more friction, meaning more heat and reduced tool life and potential breakage. In this situation, pecking may actually create more friction and heat buildup than simply plunging down to full depth.
If you want to try using a drill bit, I recommend creating a testing pattern that drills holes in your material at different plunge rates. Focus on how clean the holes are, how it sounds, and if the bit starts heating up. Stop if you see excessive smoke as that is an indication of heat build up. You can probably get away with small diameter bits, however I’d be leary of larger drill bits as they want to run at even slower speeds.
There are drill bits specifically designed for CNCs, however they are specialty carbide tipped bits that are typically used in a drill block (which runs at slower speeds) on an industrial machine.
@CLeininger Thanks for the advice on this. I recognize there is a science to all this. Closer reading of specs on Amazon note distinctions on wood, plastic and metal (makes sense). While I am inclined to trust my gut in many things, I’ve learned that experienced advice is more reliable and safer. But I’m getting some results in calculations that make me question whether I’m making the right calculations.
Aspire choked on the calculations on 2045 holes so I broke the project into quadrants. So 500 or so holes 0.255 diameter per quadrant.
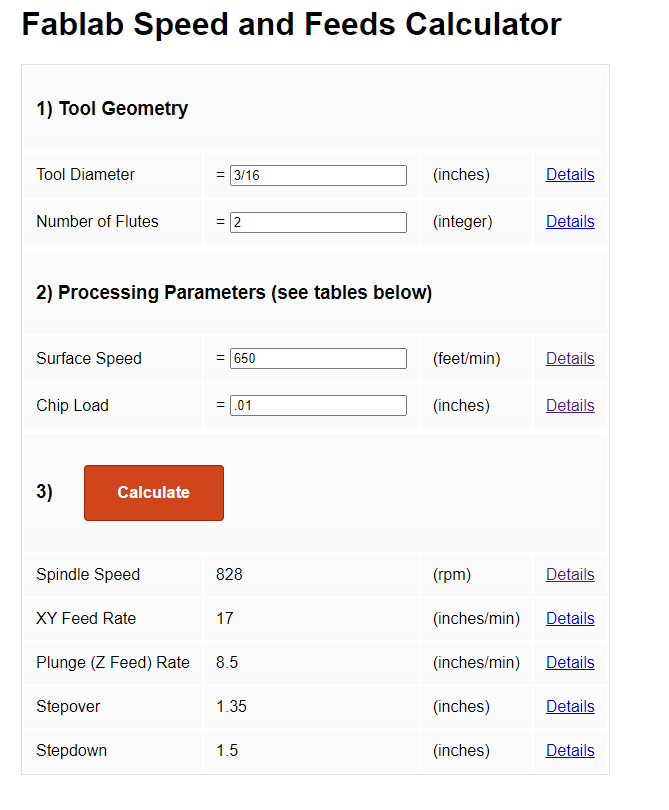
The MIT.edu/feed_speeds calculator online looks like this:
Entering data into the Tool Geometry and Processing parameters for OSB
and the calculations show up in item #3.
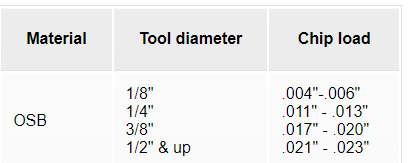
What surprised me was the Spndle Speed of 828 RPM. (See MIT results above). The chip load I sort of guessed at a middle of the road from the rage offered. I recognize that chips carry away heat (at least in metal machining) and too light a cut will just rub instead of cut the stock causing heat and tool wear.
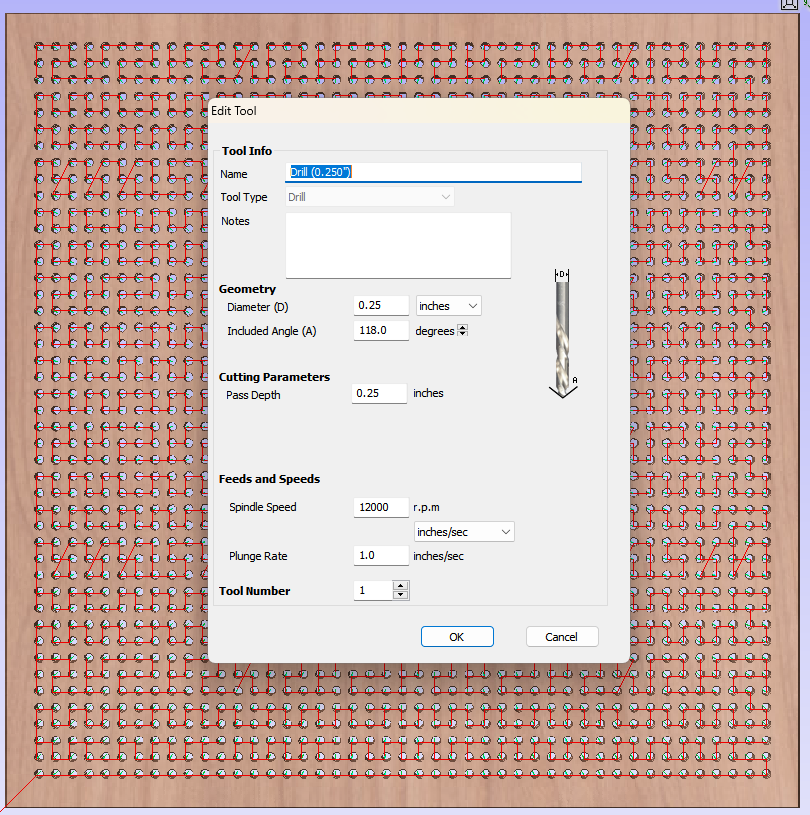
What I am struggleing with is the definition of the tool parameters in Aspire (Vectric). The helical tool path as I understand it is created “ramping” the tool path the entire distance. I can’t say I understand how the length of the ramp is calculated.
I stuck in 5 inches grabbing that number rolling a die but I doubt that is the correct method to achieve the helical tool path suggested earlier.
But calculating the time to complete the quadrant in the upper left was 1 hour and 50 minutes which is twice earlier calculations by @stepho (45 minutes) for a 1/16" drill.
Then there is a very different pathway - which is using Tarken to cut the holes. I have not taken the orientation on Tarken so I don’tknow what it 's capabilities are with respect to linear cutting speed in 1/2" Baltic Birch: This project of 2,000 holes is around 1,700 inches
I don’t remember my speeds specifically, and I don’t have vcarve at home (I have a mac), but I’ll DM you with my files and you can give it all a look.
My concern when I did mine was breaking the bit, but even with close to 400 holes with the teeny tiny drill bit, I made it through all of the project with just the one. (i’d brought 4 backups, as well as two upcut cnc bits!)
Part of the reason that looks wonky is because it’s not calculated correctly. That MIT calculator apparently breaks with fractional units (with 3/16, it’s calculating for a 3" endmill). Put in 0.1875 for the tool diameter and you’ll get a much more reasonable output.
650 ft/min surface speed also seems a little low to me for plywood, but could work out fine. You can always set your parameters a little high, bump down the feed rate on the controller, and bump it back up if it’s running smoothly. As a general rule, if you’re hearing a lot of high pitched screeching, your feed rate is probably too low for the RPM you’re running. For nice, clean holes, err slightly on the side of higher rpm and lower feed.
Also, I don’t use VCarve, but that ramp looks linear. Its distance would need to be less than the diameter of the holes you’re cutting. Not sure if VCarve supports helical ramps on pocket toolpaths or only on profiles.
@mkmiller6@stepho Thank you both. After recalculating with .1875 for the tool diameter I got VERY different answers that brought the tool time to about 45 minutes - very reasonable.
@stepho it appers you were clever starting out with a pilot hole and the enlarging that?
Anyway I thank you all agon for helping to get this sorted!!
The tiny holes are for 20 gauge wire. One row of them goes all the way through the piece, and on the second row is where you see the pilot hole with the 1/4" pocket inset above - that is for the screw that will ultimately hold the wire in place.
So while I did all the drilling with the 1/16" bit first, that was just to minimize bit changes, and wasn’t for the sake of clearing material
I’ve dealt with similar problems before. None of my thoughts take into account tear-out, cause I was working with metal. But for a large array of holes, drilling is the way to go. I was doing patterns with literally hundreds of holes.
Drilling even 200 holes is super fast, if you set them up as drilling operations with a drill. If you need me to I think I have the stuff to cook up a simple g-code file for you.
You can get a lot of different sized bits from home depot, in 1/64" increments. If you buy your own collet (don’t use the shop’s collet for this, this is bad for the collet, but you can get all the parts for this cheaply… ) You can just take a normal drill bit, and short-chuck it so the collet is grabbing on the flutes of the drill instead of the shaft, leaving about 3/4" sticking out. That’ll minimize drill deflection at higher RPMs. Again, buy your own collet for this. You can use the next 1/32" up collet size if you’re on a fractional size. Collects have a 1/32" grip size IIRC. You may want to consider a metric collet, it may be closer to the correct size.
If you’re doing woodwork, you’re not going to get sub .005" accuracy on hole diameters, and you’ll probably end up oversizing the holes anyhow. If they need to be able to fit a shaft, I’d do a test-cut and check the fit. .005 may not be enough clearance, especially if the wood shrinks or expands, and/or if the shaft shrinks or expands. You may just want to pick up a 17/64" drill bit from home depot, put it into your own 1/4" collet and give it a spin at the lowest speed the CNC will give you, and compare the quality of the fit to a 1/4" drill bit, and see if one is better then the other. I have a spare ER20-1/4" collet you can have if you’d like.
Message me if you want me to send you a g-code or to pick up the collet to try this out