Test explained:
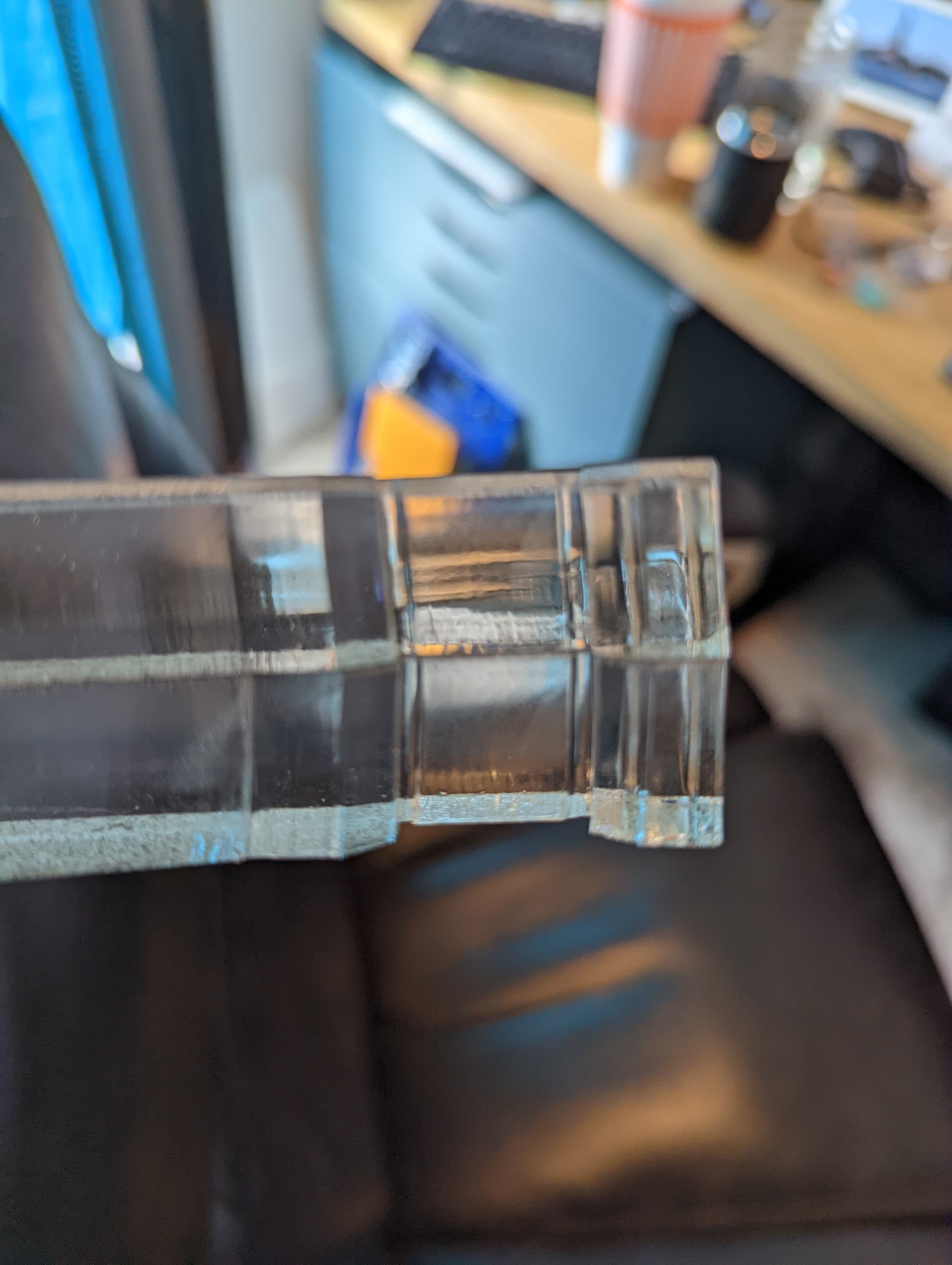
The problem is the head is not mounted perfectly and the beam is not coming down normal to the plane of the bed. It will cut at a slight slant in one plane, in this case along the X. This is not readily apparent on thin materials, nor is it readily apparent on wood even if it’s of sufficient thickness due to wood being opaque and has a less regular surface due to variable contraction of the surface where it’s “cooked” near the edge. It is most apparent in thick clear acrylic.
The key to the test that the pic shows is that the work was physically rotated and the same cut taken again slightly to the side. This is proving a CORRECTED beam. Sorry, I didn’t show what it was before correction.
If we didn’t rotate the work, this means nothing as the lines would still be parallel whether or not the beam was a perfect 90 deg to the bed. The error would still be there as a slanted cut, but this slant is hard to see much less quantify and two lines with the same slant are of no additional value.
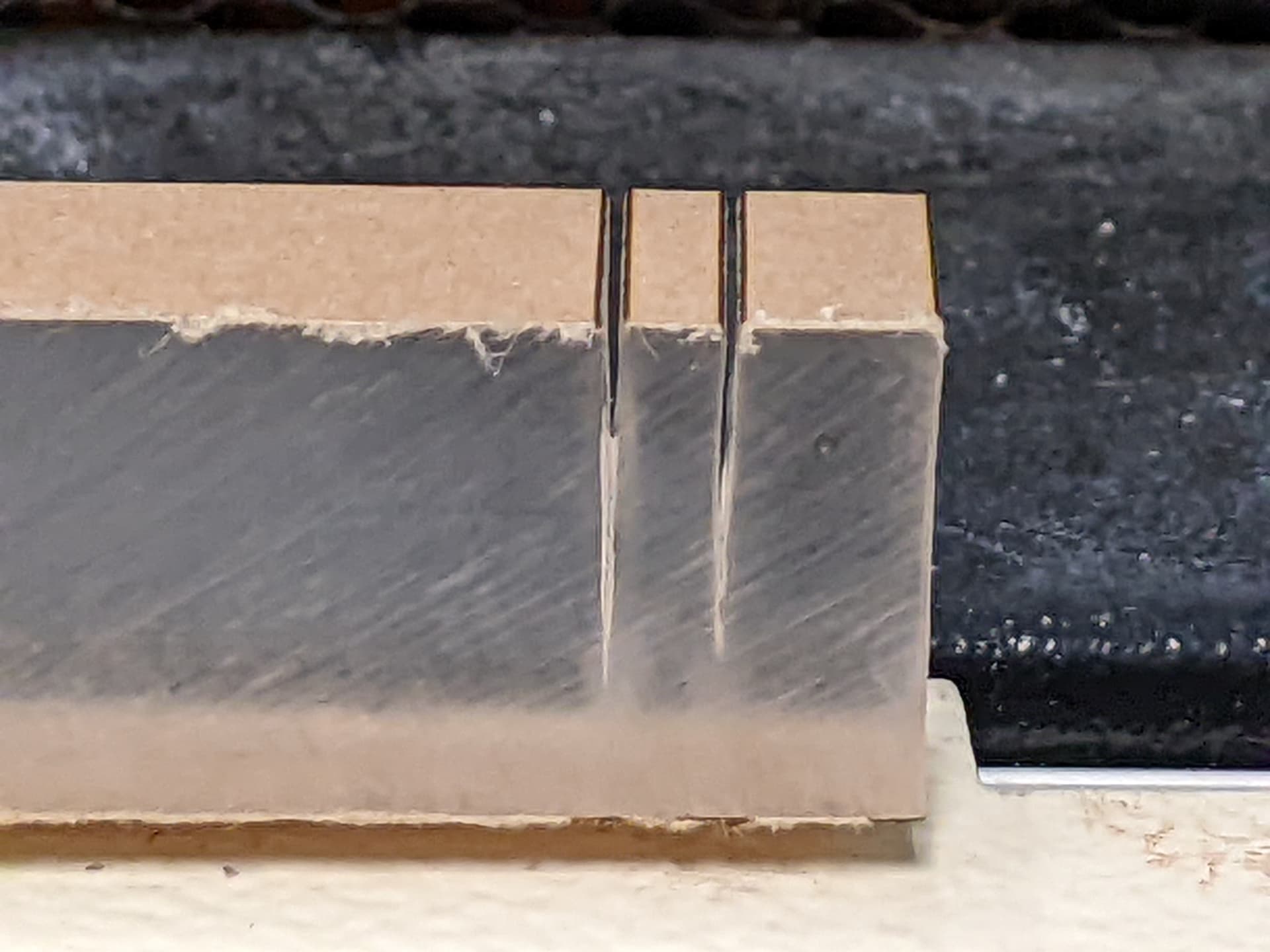
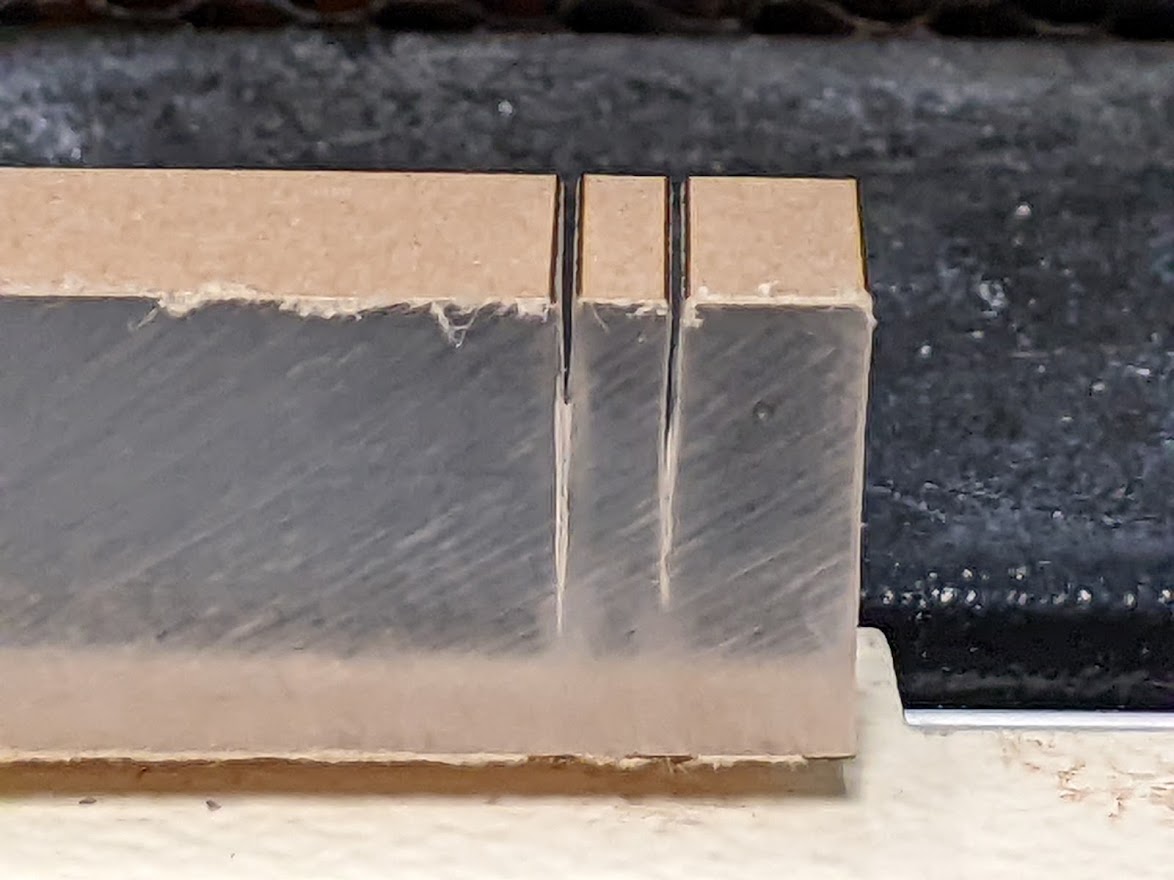
But by rotating the piece 180 deg before performing the second cut, that will reverse the direction of the first slant. Any error is readily apparent as the two lines will not be parallel, they will form a “V” or an inverted “V” depending on the direction of the slant. On close lines, small amounts of angle is very obvious.
Accuracy does depend on having the piece flat on the plane of the bed. The honeycomb needs to be flat (it is) and the test piece needs to be an inherently flat material and should be long enough to know what flat is when it’s held down, like 6" or more. It needs to be thick so the error shows up (3/4" is great), and it’s much more apparent in acrylic than wood.
So, armed with a way to accurately measure tram angle error, the carriage actually runs on top of the gantry rail and the head has a right angle bracket secured by just two vertical screws. So if we put in a shim under one screw, it will jack up that side and ultimately skew the angle the beam in that direction.
The “shim” is a strip cut from aluminum soda can folded over however many times is needed to get the proper thickness to prop up one side of that interface once tightened down and the corner folds crushed flat so only the net thickness is just the number of aluminum folds. In this case I think it was around 8 or 10. You start with a few folds but leave more of the strip hanging off to add more folds in if it needs more thickness. Iterate, take notes of how many folds are too few and what’s too many, using the parallel cuts in 180-rotated material test each time,
After each shim placement, it is necessary to realign the #3 mirror (the one on the laser head) to ensure the cutting beam is perfectly centered where it exits through the nozzle’s orifice. The nozzle gets better high-speed focused air flow when it’s as small as possible, so the clearance is tight and any repositioning of the head such as shimming can shift that beam to where it will clip on the cone. This reduces net cutting power and the cone will get very hot after a minute of full-power cutting later (a good test to perform).
That’s a separate story on how to adjust the #3.