Hey there. I’m sure many of you know, but I think its about time for a new spoilboard on the CNC. Its pretty marred currently and it’s difficult to know whether your parts are actually laying flat or not. The back side of the cnc is doing a bit better, but even it is not in the best shape. I know that there are some embedded screws (at least two that I’ve seen, but I’m sure that there are more) that may make it difficult to flatten but just wondering how everyone else feels.
I think the board is also starting to warp. The front is lifting off the frame a little. I cut some thin, .090 Aluminum and the difference was very noticeable. I found using some clamps to hold the spoil board down and a piece of mdf that I flattened on the machine helps, but that isn’t really viable for larger projects.
I do agree, the back side seems like the better location right now.
1 Like
There are some steel screws that we have to get out first. Otherwise it will damage the surfacing bit
Next time I go to the shop and have some time I’ll try and extract the ones I can see. Does a metal detector work on the spoilboard or will it detect surrounding metal?
I think that the mdf top layer needs to be bolted down with metal.
-We drill holes in line with the t-track. The cored holes would be 1" in diameter. We bore to a depth of 1.5" down from the top. Then drill a 3/8" thru hole depending on hardware
-We push t-nuts under the hole locations.
-Bolt the spoilboard down.
-Cut an mdf plug for the cored holes and glue them in.
This allows us to secure the spoilboard. Flycutt when necessary, and replace the top spoilboard in the future when it is time.
Sometimes the embedded screws come out with ease. It it is difficult to grip. I would use a pair of Irwin channel locks. They have hardened fine teeth that are good at gripping.
The screws I know of having nothing above the surface to grip.
Always excited to see this topic come up again! Lets do it for reals this time y’all!
I can devote some time next week on Monday/Tuesday to help get this done.
@gordoa40 were you able to get any of the screws out of the spoilboard?
@dannym @JoeN is there already a program saved on the computer to surface the board or do we need a new one?
I’m coming in to take a look tomorrow morning
I drilled out one mid-table, not all the way but at least deep enough to flatten.
The origin corner has a bad one. It looks like someone drove a really long screw all the way through the spoilboard and into the t-slot.


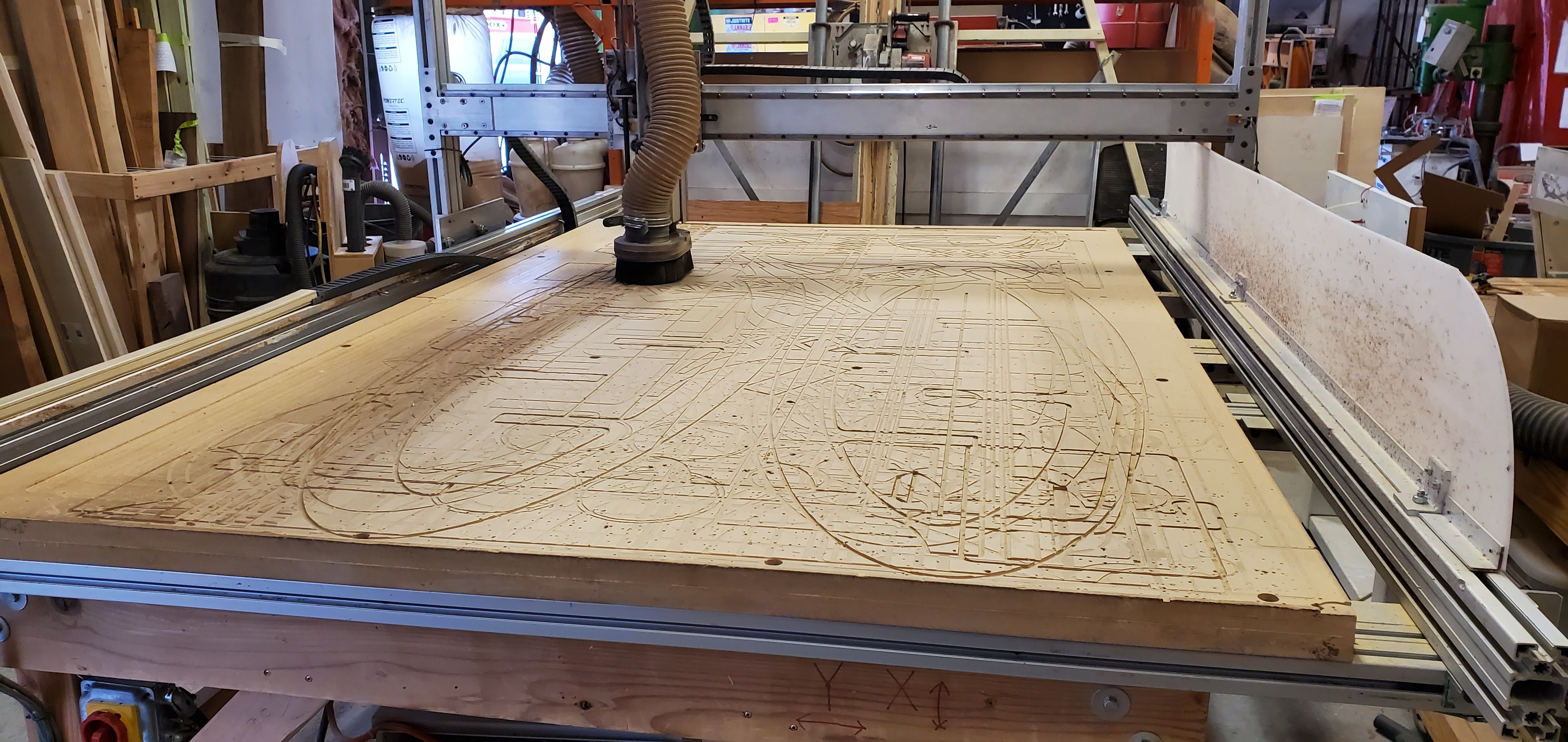
@Fmartin helped to get the table flat. I ordered some tnuts, bolts and washers. Made a file to pocket down 1.5" from the surface. Hand drilled the center of the hole. Pushed t-nuts into position. Bolted down the table. The table is flycut completely from edge to edge. Happy cncing. Take it easy on your depth of cut.
Eventually when we flycut the top surface off. We can place a new 1" mdf board on top and glue that down. Maybe we can get some ultra light mdf in thr future
2 Likes
I’m running out of time and need to flycut a tiny bit more. I will finish the remaining flycut tomorrow morning. The area that need flycutting is beyond rhe reach of a 4x8 sheet.
1 Like
The table was flycut from edge to edge last night. I also cut a job that was .125" thick, and 4x8’. I set it to .126 for my depth of cut and it cut thorough. Check your depth of cuts. You don’t need to be aggressive now that the table is flycut.
One last note. If you are just vector cutting and you have a flat spoil board. You can should consider using the bottom datum. If you are pocketing. It would be more useful to do top datum.
1 Like
Thanks for doing this Joe, and for helping secure the bed down.
1 Like
@JoeN THANK YOU THANK YOU! It was so nice being able to use the CNC straight away and not have to fiddle with installing and surfacing my own spoilboard. Thanks so much!!
1 Like