I tried my first metal cut on the Large CNC machine but it failed. Broke my bit instantly. I did an air cut which looked reasonable but I don’t know if the spindle and feed rates were good. I used the post processor that Laguna sent me and the code looks ok. The feeds were set in the code to match the ones I used on the old CNC successfully but I don’t know if the machine was using them. Any ideas?
Also, I left my USB stick in the controller. I hope the next person will leave it in the tool box with all of the others.
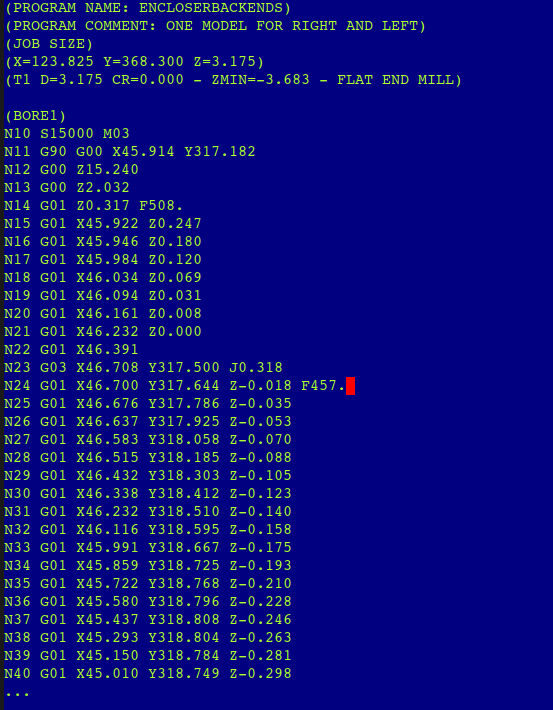
The material was 1/8" aluminum. The beginning of the failing file is attached. The first operation is to bore a hole.The spindle starts and moves to the first hole position and moves down to Z=0 at F508. Then a G3 arc is started but immediately changes to G1 increments as Z moves down. This doesn’t look right to me.
With my experience on the other machine, I found I had to do 4000 RPM & 250mm/min (about 10 IPM) Past that and I’d break my o-flutes. I also had to do pretty shallow cuts with a 1/8" o-flutes, so I’m not sure I ever got it dialed in really well on 1/8" stock.
You’re commanding 15000 RPM (the S command on line 10) and 457 mm/min, which is pretty close to 18 IPM. (the F command sets the current feed rate) All distances on this machine are in MM. But just because you commanded 15000 RPM, doesn’t mean the machine ran at that speed. You’d need to run it, and look at the HZ on the machine and multiply by 60 to figure out what speed is actually being run at. The way the pendant controls the VFD is very roundabout, so checking the displayed speed is the only way to know.
Also be aware that the new machine isn’t quite in square, and there’s no way to zero it out. It’s not large enough to be noticeable on wood, but if you’re cutting large parts with tight long distance tolerances on metal parts, it’ll be noticeable. It’s only like 1mm over the width of the machine, but it’s enough to be a problem for me.
The N numbers are the line numbers. The G01 are cutting straight lines, G03 is an arc, G00 is a rapid movement.
Lines 13-22 look like a ramp in a top-referenced piece of material. So did you zero to the top of the material?
N23 is where it starts cutting an arc.
Thanks for your observations Zack. That the actual feeds and speeds didn’t match my Gcode commands is what I was worried about. The speeds I was trying for were calculated by HSM in arder to give the right surface speed and cut depth for a single 1/8" flute endmill. Those settings worked well for me on the old machine but on the new CNC its hard to tell what its actually doing. I thought there was a probe puck but I couldn’t find it so I used t;he paper method to zero Z - which is risky with metal.
I’m disappointed in the RichAuto controller. I realize its a good choice for this shop where its going to be used by a lot of people of different skill levels but its very limited in the amount of control and visibility it gives the user. I’m sure I’ll figure out how to get it to do what I want but I may lose a few bits in the process. It would help to know how its configured. Does it read Gcode feed rates by default? What is the default spindle speed?
The controller will read feed and speeds from your file. The puck for the IQ lives on the right side of the Z axis, and in the front of the machine for the Swift.
The controllers will do a lot more than we have taught. As the new program evolves, we will continue to bring on more training. You can also research the conteollers online to learn about their features in the meantime.
As you said, these have been a good solution for the membership in general. No machine will fullfill everyones needs.
I’ll be cutting aluminum in the IQ tonight. Weve successfully cut it on the swift already, but it did take me 2 bits to get ny settings dialed in. If yiu have time and are interested, you’re welcome to come tonight to observe.
I was successful in cutting some simple aluminum parts on Swift yesterday. The only change I made was a shallower cut depth of 0.5mm instead of 1.0mm. I used the Fusion 360 post processor which generates ugly gcode but works. The frequency display never changed from the default of 300Hz instead of the 250Hz I programmed. That didn’t cause a problem but I would like to know if the spindle speed can be set in the file or if it must be set by the controller. The feed rate did seem to be what I programmed.
So a more detailed response… The richauto + VFD setup is only capable of 7 (or maybe it’s 8) different speeds. This values are set ahead of time, and can’t be (easily) changed. If it’s configured correctly, it’ll map the requested spindle in your file to an available VFD speed. So it may not be able to 250hz, so it’s running it at 300hz. If you set the speed on the VFD manually, it’ll use that speed.
It does pick up the feed rates from the the file. Just a FYI, the g-code is all in mm & mm/sec, the gcode doesn’t support inches.
The Lagunas have no integration at all with the VFD except on/off control. G-code can’t control the spindle RPM.
The RichAuto controller they use does have some “speed control” pins, but it’s not a PWM or Modbus communication. There’s just 3 “low, medium, high” hardware speed pins. So it really doesn’t have the capacity to arbitrarily speed via G-code and these were not connected to anything AFAIK (except the “VFD run/stop” pin)
VFD RPM is set manually with up/down buttons, and it is displayed as a frequency, not RPM, so there’s a printed chart right beside it for what number to button into the VFD for a given RPM.
Thanks, I’m getting to know the machine better now. I don’t think the spindle speed control will be a problem as long as my files don’t try to change the speed. Most of the parts I expect to cut would be better done on the fiber laser if they are to big for the Tormach.
Looks like I’m set for now.